
以下是:现货供应螺旋钢管_生产厂家的产品参数现货供应螺旋钢管_生产厂家,全通管道(黄石市分公司)为您提供现货供应螺旋钢管_生产厂家产品案例,联系人:王总,电话:【0317-6309859】、【13932771377】,发货地:盐山县城南开发区。 湖北省,黄石市 黄石是中国青铜文化、矿冶文明的发祥地之一,也是近代中国民族工业的摇篮,还拥有一类水运口岸。黄石地势西南高,东北低,由西南向东北倾斜;属亚热带季风气候。2017年6月,黄石市被命名为卫生城市。2018年10月,黄石市获“森林城市”称号。
无论您是初次接触还是已经熟悉,我们的现货供应螺旋钢管_生产厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:现货供应螺旋钢管_生产厂家的图文介绍
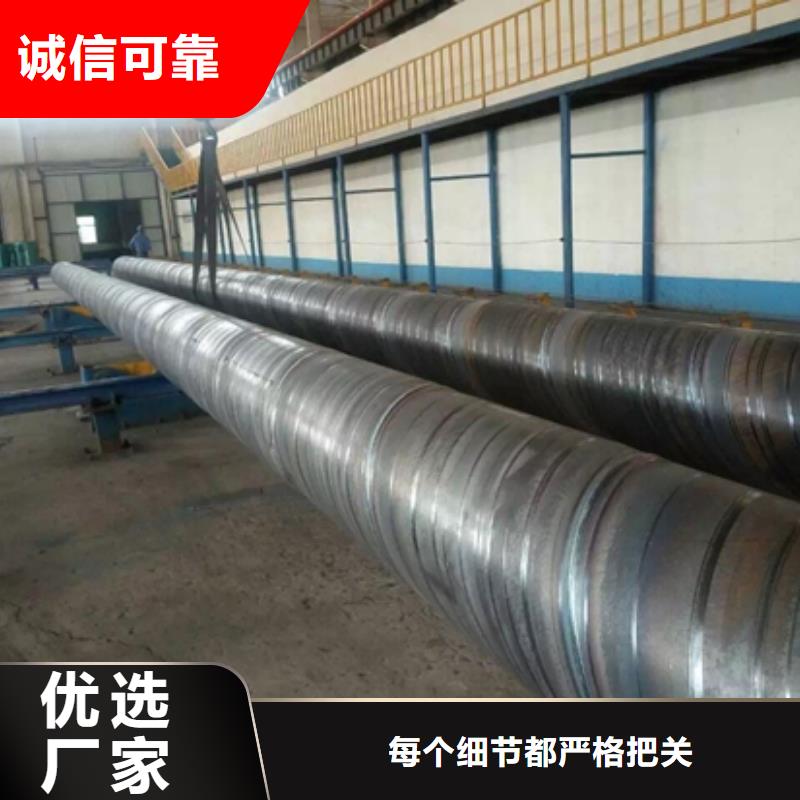
污水排放用Q235B螺旋钢管价格以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管对焊带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。螺旋管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。
作液体输送用:给水、排水,污水处理工程,输泥,海洋输水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管,海洋打桩管等。焊缝处理:螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。
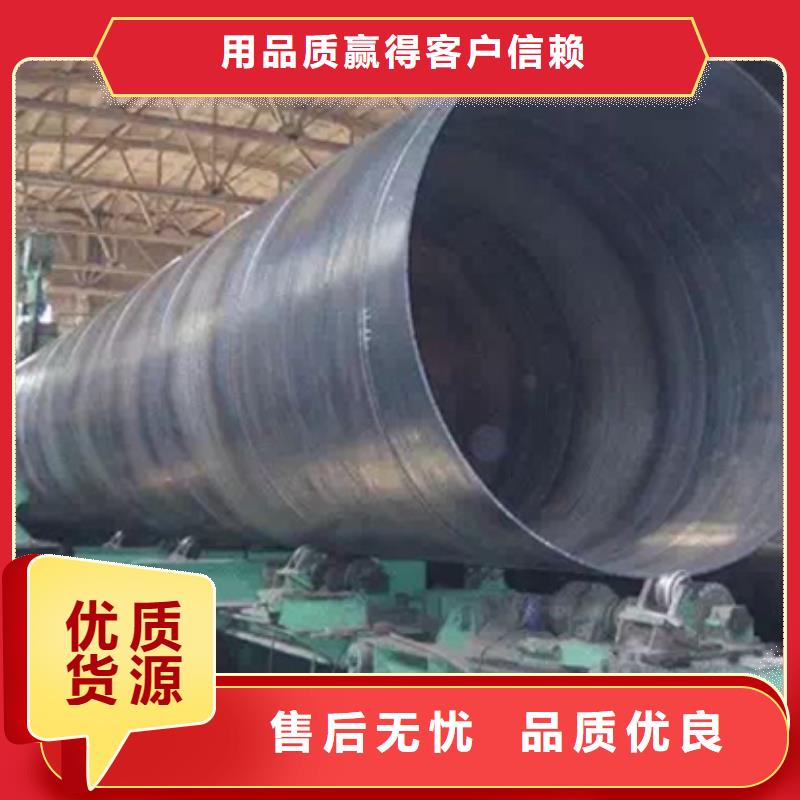
埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是裸露的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的埋弧焊的形成过程是这样的焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。
也为螺旋焊管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此目前还是被广泛采用着。埋弧焊螺旋钢管是以连续焊丝作为电极和填充金属,工作时在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发生冶金反应。
湖北黄石全通管道有限公司专注从事 螺旋钢管的设计、经销、安装及技术服务。为客户提供满意的方案配置、咨询提供、技术支持等一系列超值的价值与服务;公司主营产品: 螺旋钢管。本着对客户热忱的服务、优异的品质和不断革新的理念、并配置各种先进的专业设备,确保我们有能力提供富有竞争力的产品和服务。
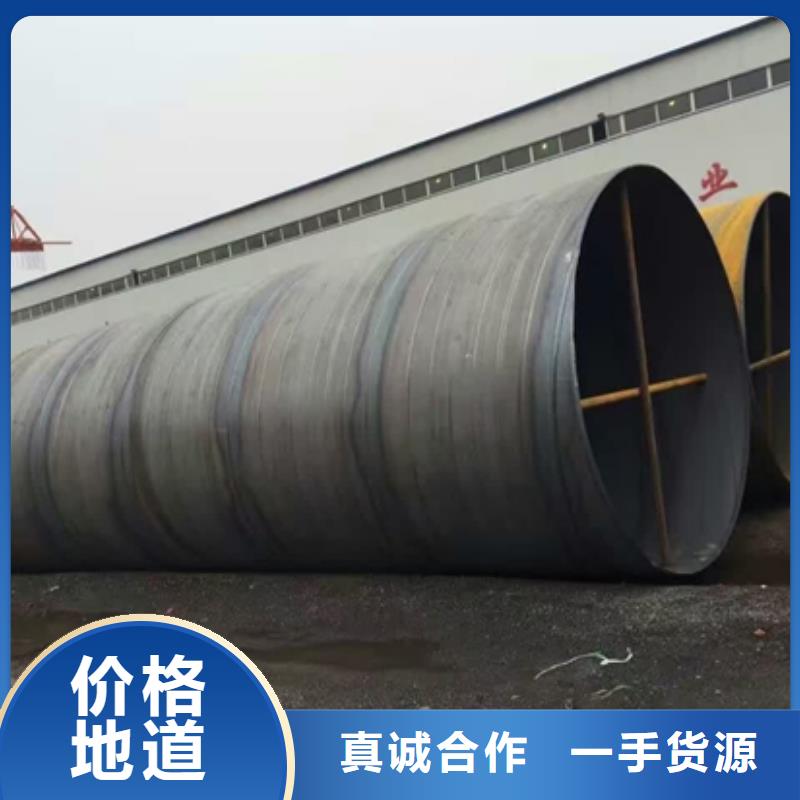
螺旋钢管成型中,螺旋钢管的成型过程中,钢板要变形均匀,残余应力小,表面不要产生划伤,所以制作螺旋钢管的钢板的选择要慎重,表面要均匀不要有划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面,有其他工艺无法比拟的优势,可满足用户在螺旋钢管规格方面更多的要求。
螺旋钢管的直径和尺寸规格范围要灵活掌握,利用自身具有的良好优势,们组更多用户的广泛需求,是螺旋钢管能够得到普及和推广。螺旋钢管主要工艺特点:成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势,可满足用户在螺旋钢管规格方面更多的要求。采用先进的双面埋弧焊的工艺,可在位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数。
在螺旋钢管中,由于钢带的月牙弯、“s”弯,造成成型缝间隙的不均匀性,这就给焊接带来困难,造成焊缝熔深的不稳定,同时也造成焊缝余高的变化,成型缝偏松时,焊缝熔深大,余高降低;成型缝偏紧时,焊缝熔深小,余高增加,所以在焊接过程中,解决此问题的办法是:成型缝松时,减小焊接规范,成型缝紧时,加大焊接规范。但是,成型缝的间隙是在不断变化的,靠人工肉眼观察手动调节成型缝间隙的操作中,小的变化根本无法准确的监制,所以也就无法实现控制,只有变化到一定程度手动调节才能起作用,鱥砛这在螺旋钢管内焊背面的发红程度上表现的非常清楚,缝松时,红线亮,严重时造成漏弧,甚至烧穿;缝紧时,红线暗,螺旋钢管焊缝的外观表现为高低不平,宽窄不一,严重时,焊缝中间出现凹坑,所以好多螺旋钢管生产厂家都采用成型缝间隙的自动控制来保持成型缝间隙的稳定。
在焊接规范的调整方面,应根据焊缝背面发红的程度在小范围内缓慢调整,否则易造成内焊熔深过浅或烧穿,形成未焊透或外观质量的不稳定。对于城市给排水工程而言,由于存在的供水管道类型较多,每一种管道的施工都有着明显的差异。但是,几乎所有的管道安装流程大致相同,都需要按照放样、管沟等基本流程开展施工作业。那么,为了保证工程施工的有序实施,避免质量问题的发生,在正式开展给排水工程施工之前,施工单位要对施工图纸要求进行的掌握,与设计人员之间充分做好技术交底工作,同时还要对施工机械和原材料质量进行严格的检查,确认施工现场水位的正常,制定出合理的材料运输路线。
在湖北省黄石市采购现货供应螺旋钢管_生产厂家请认准全通管道(黄石市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王总-【13932771377】,地址:盐山县城南开发区)。














