以下是:异型管厂家-0元拿样的产品参数异型管厂家-0元拿样,千鹤钢管(汉中市分公司)为您提供异型管厂家-0元拿样的资讯,联系人:贺经理,电话:【18864897226】、【18864897226】,发货地:经济开发区。 陕西省,汉中市 2021年,汉中市的生产总值为1768.72亿元,居民人均可支配收入为23915元。
异型管厂家-0元拿样的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。以下是:异型管厂家-0元拿样的图文介绍
要防止异型管转炉喷溅的产生,需要采取以下方法:一、吹炼过程枪位控制的基本原则是继续化好渣、化透渣、快速脱碳、不喷溅、熔池均匀升温。吹炼中期的特点是强烈脱碳,在这个阶段中,不仅吹入的氧气全部用于碳的氧化,而且渣中的氧化铁也大量被消耗,流动性下降,出现返干现象,影响硫、磷的去除甚至于发生回磷现象,喷溅也严重。为了防止异型管中期炉渣返干,应该适当提枪。二、保持合理的炉型是在现有技术和设备条件下控制喷溅有效的方法,如应有适当的炉底高度和液面,根据冶炼钢种采取合适的底吹模式,如果发现炉底上涨较高,要及时采取措施进行处理,处理炉底操作应采取勤、轻处理原则。三、做好热平衡,力求做到热量略富裕,这样既能保住终点碳,又不因为热量太富裕冷却料用量大喷溅难控制。还可以采用留渣操作,溅渣护炉时不要把炉渣溅干,在炉内留部分炉渣,剩余的炉渣在下炉吹炼时有利于前期快速成渣,同时减少了冷却剂的加入量和炉渣的泡沫化程度.
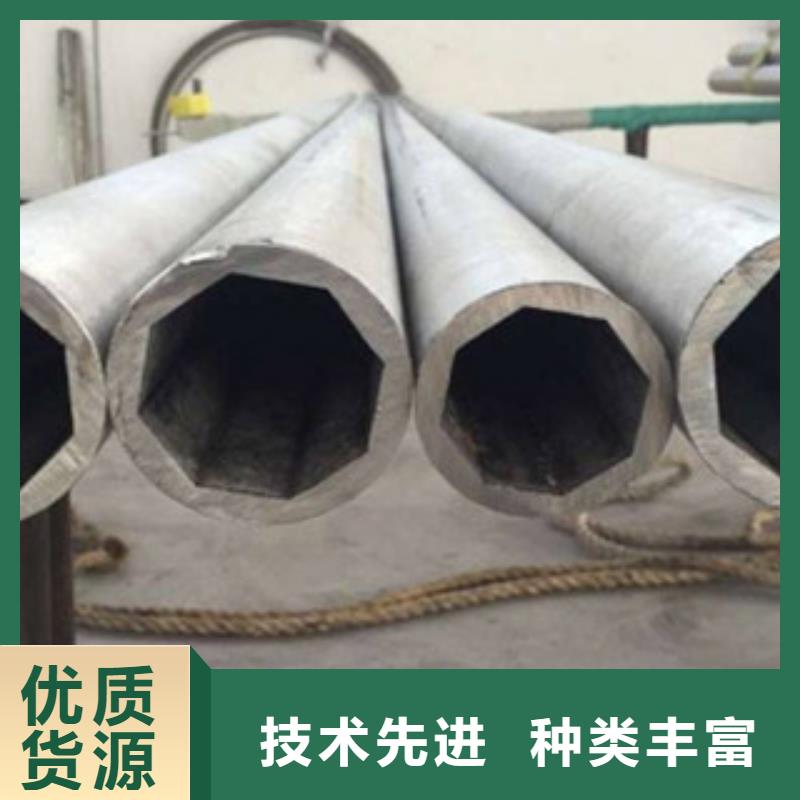
陕西汉中千鹤钢管有限公司技术力量雄厚,我厂本着“客户至上,诚信至上”的原则,与多家企业建立了长期的合作关系,产品质量有保障。陕西汉中千鹤钢管有限公司是专业的 精密管生产厂家,本厂主要生产 精密管,凡在我司采购的材料,均提供相应的产品检验报告,可放心采购。欢迎广大用户实地考察,有意采购我司产品者,欢迎您索取资料或实地考察!
本企业发展思路是:抢抓机遇,开拓创新;同心拼博,携手共进。助我发展;就是要狠抓学心,改善心智,转换模式;就是要强化企业文化建设,形成同心谋发展,同步搞建设的氛围;就是要实现企业与合作伙伴共进,业主事业与员工职业成长共进,达到两个双赢。
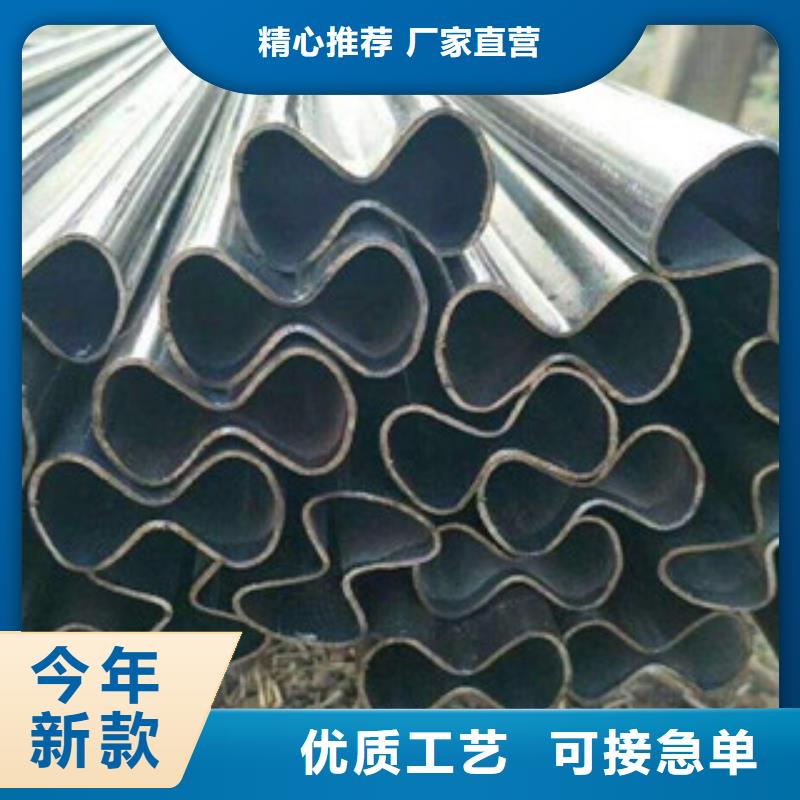
焊接异型管之前需要注意的事项;现如今,异型管已经成为了家庭中,设备中非常常见的一款管道,那么,在焊接异型管之前,需要注意哪些问题?下面总结出六点来。希望大家能够仔细阅读。(一)检查水、电、气是否接通,并按要求全部连接好,不能松动。水、电、气都是异型管焊接过程中的危险因素,所以在焊前一定要检查好。(二)使用相关工具清洁母材表面,即用刷子或砂纸彻底母材表面水、油、氧化物等杂质,以保证焊接质量。(三)要注意异型管焊接工作场所的清理,不能有易燃、易爆物,采取避风措施等。(四)认真检查焊机的接线是否符合要求,电线质量问题是容易引发事故的因素,所以一定不能掉以轻心。(五)对异型管母材进行焊前检查,因为这直接关系着焊接效果,所以是很在必要的。(六)重要焊接结构要采用化学清洗法进行清洁。可简单地采用丙酮或烧碱硫酸等清洗其表面的水、油、高熔点氧化膜、氧化物等污染物。
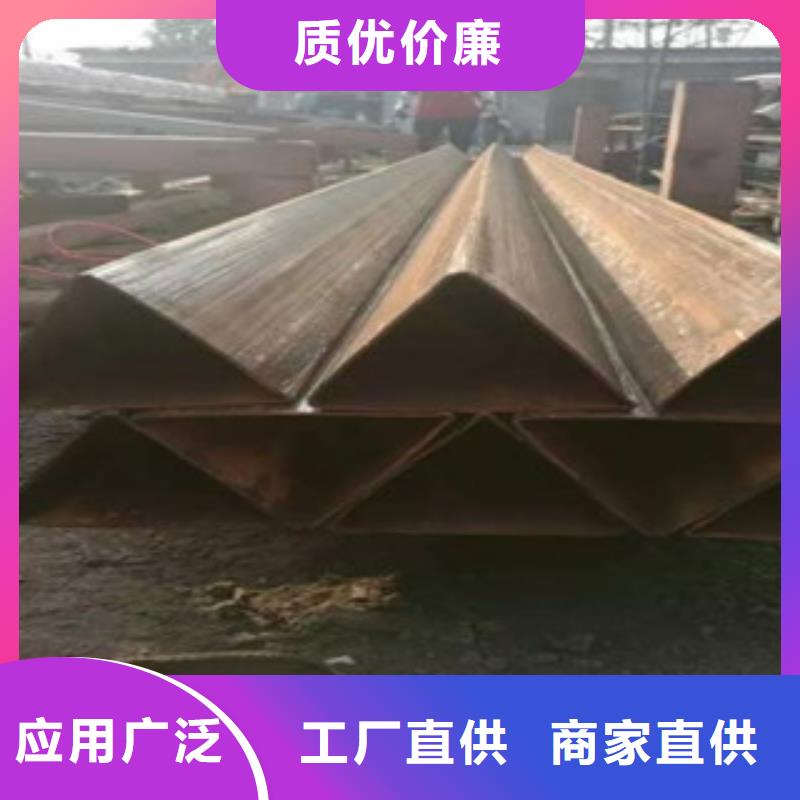
圆变方异型管焊接工艺;控制焊接变形此矩形管由于其外形属于细长杆类,因此焊接变形极难控制。焊接的主要变形有挠曲(正弯)、侧弯、角变形及扭曲变形等。对于此矩形管而言,主要的变形是横向收缩,使矩形断面尺寸受到影响,每边需缩进预留间隙90%左右;焊缝横向收缩后,竖板两端向内弯曲,使构件形成腰鼓状;由于焊缝断面大,输入热量多,必然引起较大的纵向收缩,使构件在长度方向形成挠曲变形;对因不合理焊接造成的扭曲变形,矫正十分困难,有时不得不割开重焊或整件报废。 从焊接变形理论可知,影响焊接变形大小的主要因素是:焊缝尺寸越大,熔敷金属越多,变形越大;焊缝尺寸相等时,焊缝热输入越大,造成的变形也越大;焊接大长焊缝时,分段比直通焊变形要小;
在陕西省汉中市采购异型管厂家-0元拿样请认准千鹤钢管(汉中市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:贺经理-【18864897226】,地址:经济开发区)。











