


以下是:电解抛光设备加工效果好的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 36KG/桶 类型 不锈钢抛光去毛刺去除焊点增强抗腐蚀能力 颜色 淡绿色 品牌 张家港灯鼎科技 型号 DD-204 可定制 是 使用寿命 3-5年 电解抛光设备加工效果好,前海灯鼎实业(塔河县分公司)为您提供电解抛光设备加工效果好的资讯,联系人:楚先生,电话:【0527-88266222】、【17768165506】,发货地:宝安区沙井镇。 黑龙江省,大兴安岭地区,塔河县 塔河县是中国重要林木生产基地,全县以森工采运业为主。加漠公路、塔呼公路、富西铁路、塔韩铁路贯穿境内。有原始森林、中俄界江、黄金故道、塔河十八站古人类遗址等旅游资源。交通极为便利,是大兴安岭地区辐射面积、运输半径小的县份。素有中国北方“绿海明珠、兴安福地”之美名。
【全新视界!】电解抛光设备加工效果好产品视频,带你领略产品新风尚!
以下是:电解抛光设备加工效果好的图文介绍
张家港灯鼎科技不锈钢电解抛光液使用寿命如何?电解抛光液抛光质量如何?如何延长不锈钢的使用寿命?下面灯鼎科技楚先生为您一一解答1,不锈钢电解抛光液的使用寿命如何? 回答:灯鼎科技电解抛光液采用全国先进的科学技术,电解液无气味,无铬酸,对人的身体无害,灯鼎科技电解抛光液,24小时全天使用,寿命在一年半。购买电解抛光液请认准张家港灯鼎DD-204新型环保电解抛光液,荣获环保部门SGS环保认证。2,不锈钢电解抛光液的抛光质量如何回答:不锈钢电解抛光液亮光型配方,出光快速、数分钟即可抛至镜光亮,有同类产品无法比拟的光泽度和质感。3,如何延长不锈钢的使用寿命? 回答:电解抛光液的寿命受到3种因素影响:产品,温度,补加新液1,产品表面的油垢,锈斑严重威胁电解的寿命,请在电解抛光时把产品表民的油和锈去掉再电解。 2,温度也是决定电解液的寿命影响因素之一,大家知道电解液的佳温度是在50°-60°,但又有好多人不知道电解液高温度的限制,不管什么东西,一直在高温状态下,效果肯定不好。电解在电解时温度不能超过100°,如果在100°好降温【直接的办法,是抽几桶热的电解液出来,加几桶凉的电解液进去】,电解液一直在高温状态工作,使用寿命大大下降,抛光质量受到严重的影响。3,补加新液:因为电解液在电解抛光时电解液的浓度会逐渐降低,补加新液是保证电解液的浓度不变,如果电解液的浓度受到影响,那抛光质量肯定下降,所以要在电解液页面下降的时候补加一点新液的。
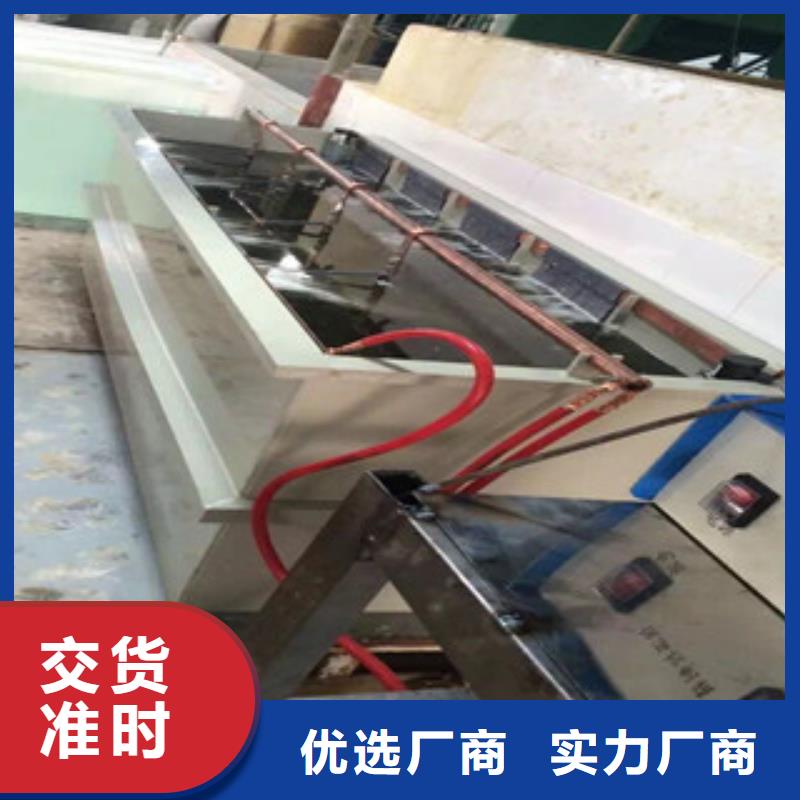
大兴安岭塔河前海灯鼎实业有限公司是一家自主研发,销售一体的现代化企业,公司主要生产【电解抛光设备】,品质好,质量高,客户至上,欢迎垂询。
各种影响电解抛光质量的原因:1 磷酸是形成电解抛光粘液膜的主要成分之一。磷酸含量过高时,槽液黏度很高,电阻较大,需要在较高电压下才能抛光,且整平速度较慢。磷酸含量过低时,难以形成黏液膜,即钝化倾向小于活化倾向,导致零件的不均匀腐蚀。2 硫酸的影响:硫酸对不锈钢有较强的腐蚀作用。硫酸的含量过高时,抛光表面容易出现过腐蚀的均匀的密集的麻点;硫酸含量过低时,钝化倾向小于活化倾向,不均匀的腐蚀更为严重。3 电流的影响:电解抛光通常在高电流密度下进行。在低电流密度时,金属处于活化状态,被抛光的表面发生侵蚀,此时化学溶解强于电化学抛光溶解,因此所得抛光表面的粗糙度差。
当电流的密度超过了正常的抛光范围时,会有氧气猛烈的析出,表面发生过热和腐蚀,造成剧烈的不规格的溶解。同时增大了电能的消耗,降低了电流的效率。高阳极的电流密度,有时还会导致阳极的迅速溶解,使近阳极的溶解产物浓度提高,电阻增大。4 温度的影响:降低温度会使电解液的黏度提高,阳极溶解产物从金属表面向本体电解液的扩散更加困难。提高温度可使抛光的过程加速,电流的效率提高,从而改善了产品的粗糙度和光亮度。温度过高会使溶解的金属的浓度不断升高,同时,高温度容易形成气流,把电解液与金属表面挤开,反而降低了金属的溶解速度。因为高温时电解液的黏度相应降低了,从而加速了溶解产物的扩散,这样的又导致溶解速度的加速,影响了产品的表面的光亮度。5 抛光时间的影响:延长抛光时间,超过了达到一定的表面光亮度所需的时间上限,不仅不能进一步提高表面的光亮度,反而会降低表面的光亮度。
电解液使用方法: ? 初次使用本品者请详读物质数据MSDS说明,无经验者在我司专业技术人员指引下使用,小批量试作合格再批生产; ? 本品为原液使用,使用前请勿往本品加水稀释; ? 根据工件加工状况先去油脱脂,冲水确保表面干净; ? 建议简单酸洗(可使用2%~10%的硫酸溶液或者2%盐酸+3%硝酸溶液),可视情省略。 ? 清水(不可用污水或自然水)冲洗,冲净工件表面酸洗液。
? 加热电解液至60-70度(不锈钢),70~80度(不锈铁),把铅板挂在阴极,需电解抛光的工件用适宜的挂具固定在阳极且保持工件与阴极相对,然后调整电压在6~10伏左右,抛光0.5~5分钟取出工件,完成电解抛光工艺。电解抛光液初次使用宜选用较大的电压和电流.以使溶液达到佳状态.至电解液出现微绿色,表明已有一定量的镍、铬离子溶入电解液中,抛光效果为佳
今年在大兴安岭市塔河县购买电解抛光设备加工效果好有了新选择,前海灯鼎实业(塔河县分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的电解抛光设备加工效果好产品。如需购买或咨询,请随时联系我们,联系人:楚先生-【17768165506】,地址:宝安区沙井镇。













