


以下是:厨房用品电解抛光设备10年新研究的产品参数
产品参数 产品价格 12800 发货期限 包邮 供货总量 1000 运费说明 2天 材质 不锈钢奥氏体马氏体 产地 张家港 规格 36KG/桶 类型 不锈钢抛光去毛刺去除焊点增强抗腐蚀能力 颜色 淡绿色 品牌 张家港灯鼎科技 型号 DD-204 可定制 是 使用寿命 3-5年 厨房用品电解抛光设备10年新研究,前海灯鼎实业有限公司(萍乡分公司)为您提供厨房用品电解抛光设备10年新研究,联系人:楚先生,电话:0527-88266222、17768165506,QQ:858787721,请联系前海灯鼎实业有限公司(萍乡分公司),发货地:宝安区沙井镇。 江西省,萍乡市 萍乡市,江西省辖地级市,长江中游城市群重要成员,位于江西省西部,东与宜春市、吉安市接壤,南与吉安市和湖南省株洲市毗邻,西与湖南省株洲市相连,北与湖南省长沙市交界,地貌较为复杂,属亚热带湿润季风气候区,四季分明,总面积3823.99平方千米。截至2023年1月,全市辖2个区、3个县。截至2022年底,全市常住人口180.88万人。
产品视频展示,助您洞悉厨房用品电解抛光设备10年新研究产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:厨房用品电解抛光设备10年新研究的图文介绍
江西萍乡前海灯鼎实业有限公司在 电解抛光设备领域有丰富的生产经验和人才、技术、管理优势,公司汇聚了 电解抛光设备行业内具有高素质的专业技术员工,为用户提供 电解抛光设备设计制造、安装调试和技术操作培训。您的满意是我们心愿,我们秉承这一理念,不断努力自己的软硬件实力,为广大新老客户提供更可靠 电解抛光设备产品和服务。
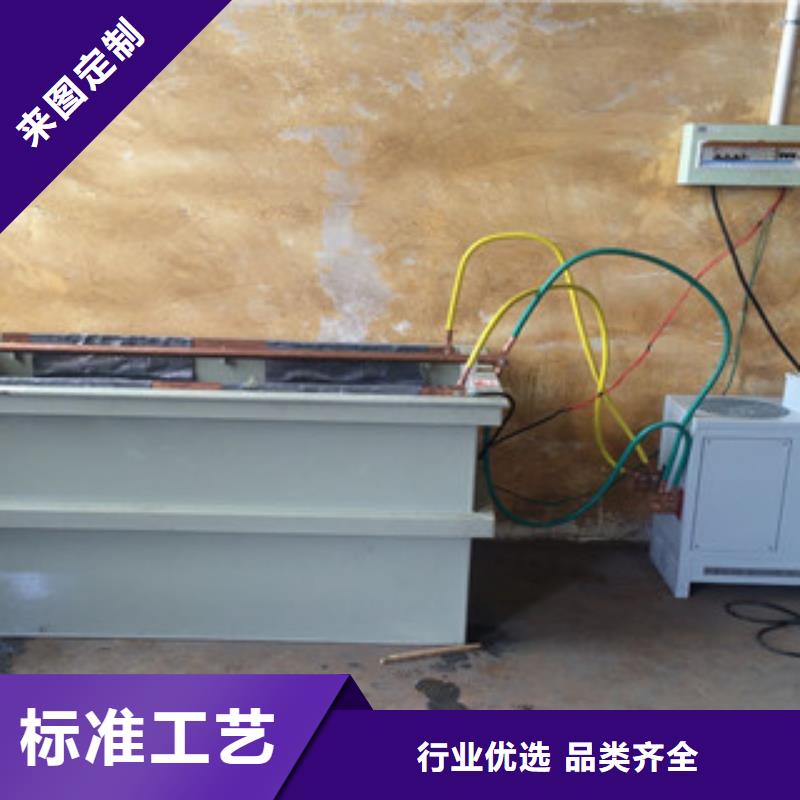
应用范围:
本品适合所有国标与非标不锈钢200、300和400系列材料的光亮电解抛光。尤其是对从事外电解抛光加工或材质种类较多的用户为实用。如家具、餐具、卫行洁具、管材、线材、置物架、首饰配件、冲压件及各类五金零件的内外抛光,适用范围极其广泛。 典型性质: 不锈钢通用型无铬电解抛光液DD-403 典型数据 测试方法 相对密度(20℃) 1.67~1.7 比重计 外观 无色透明液体 目视使用温度 50~90℃ 佳60~70℃ 电压(V) 5~10V 佳6~8V 阳极电流密度A/dm2 15~25A/ dm2 阴极材料 铅或铅合金 不建议用不锈钢 阴极:阳极面积比 2~3:1 阴极与阳极距离 10~25mm
不锈钢电解抛光的工艺流程:机械抛光--化学抛光--清洗--腐蚀--清洗--化学抛光--清洗--电解抛光--热水回收--清洗--钝化--清洗--开水烫干--老化--检验--包装。对于抛光要求高的,按此流程较好。对于抛光要求低者,可以省去化学抛光或机械抛光。1电解液加热:加热温度到60°加热管断电,搅拌均匀后开始电解抛光。断电后加热管不要马上拿出来,否则会烧掉加热管。也不要连续长时间加热,容易烧掉加热管。2、工件除油:如工件表面有油污,需先进行除油处理,确保工件表面上无残留油污。3、水洗:清洗工件表面上的除油剂。4、工件除焊斑:如工件表面上有焊斑,需先进行除焊斑处理。5、水洗:清洗工件上的酸洗膏。6、晾干:可自然风干,确保工件上无残留的水;7、电解抛光:需要电解抛光机和一个电解槽以及导电铜材进行连接,加热电解液至60度左右,把铅板固定在阴极,需电解抛光的工件挂在阳极,然后调整电压在8-12伏,抛2-8分钟取出工件。完成电解抛光。8、水洗:清洗工件上的电解液9、碱水洗:内盛5%碱性溶液,中和工件上的电解液。碱性溶液可以使用纯碱。10、再次水洗:需要水洗槽,内盛普通清水。11、高压水枪冲洗:彻底清洗工件上的电解液,确保工件上无残留的电解液。12、晾干:可自然风干,也可采用吹风设备吹干,整个电解工艺完成。
好多人问电解抛光液如何保护,下面张家港灯鼎科技有限公司的楚先生告诉大家电解抛光液应该如何保护? 1,电解抛光液上面为什么有好多脏东西? 回答:电解抛光产品时前处理没有做好,在电解产品时一定把产品上面的油和锈处理干净,不然电解时这些东西会飘在电解液上,会严重的影响电解液的寿命,以及电解抛光的质量。 2,电解液不使用时为什么电解液液面会逐渐上升 回答:因为电解液属于强酸性电解液,在不适用的情况下,电解液吸收空气中的水蒸气,所以液面会逐渐上升,不适用的情况下盖上,因为电解液吸收水,电解液浓度必定下降,影响抛光质量以及抛光液寿命3,电解抛光时为什么时而导电时而不导电? 回答:二个原因:一,挂具有可能跟产品接触不牢固,挂具有可能与跟阳极铜棒接触不牢固,没有电流。二,阴极铜板上有铜绿出现,影响导电效果。4, 电解液用了半年,电解的质量下降的原因?回答:2个原因:一,没有定期的补加电解液。二,没有定期的清洗电解液底部的污垢。5,工件抛光后表面有白色的条纹是怎么回事?原因分析:溶液相对密度太大,液体太稠,相对密度大于1.82。解决方法:增大溶液的搅拌程度,如果溶液相对密度太大,用水稀释至1.72。在90~100℃条件下并加热一小时。6.为什么抛光后表面有阴阳面,及局部无光泽的现象?原因分析:工件放置的位置没有与阴极对正,或工件互相有屏蔽。解决方法:将工件进行适当的调整,使工件与阴极的位置适当,使电力分布合理。7.抛光后工件表面平整光洁,但有些点或块不够光亮,或出现垂直状不亮条纹,一般是什么原因引起的?原因分析:可能是抛光后期工件表面上产生的气泡未能及时脱离并附在表面或表面有气流线路。
解决方法:提高电流密度,使析气量加大以便气泡脱附,或提高溶液的搅拌速度,增加溶液的流动。
厨房用品电解抛光设备10年新研究_前海灯鼎实业有限公司(萍乡分公司),固定电话:17768165506,移动电话:0527-88266222,联系人:楚先生,QQ:858787721,宝安区沙井镇 发货到 江西省萍乡市。









