
以下是:电解抛光加工-热线开通中的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢、不锈铁 生产场地 深圳市宝安区 规格 奥氏体。马氏体 类型 来料加工 颜色 镜面 品牌 灯鼎 型号 DD-606 可定制 是 生产日期 2019-2022 价格 0.01元 生产时长 3小时 是否生产型 是 范围 供应范围覆盖上海市 黄浦区、徐汇区、长宁区、静安区、普陀区、闸北区、虹口区、杨浦区、闵行区、宝山区、嘉定区、浦东新区、金山区、松江区、青浦区、奉贤区、崇明区等区域。 电解抛光加工-热线开通中_不锈钢电解抛光厂(浦东新区分公司),联系人:姚先生,宝安区沙井街道共和社区福和路先欲兴大厦604 发货到 上海市 黄浦区、徐汇区、长宁区、静安区、普陀区、闸北区、虹口区、杨浦区、闵行区、宝山区、嘉定区、浦东新区、金山区、松江区、青浦区、奉贤区、崇明区。 上海市,浦东新区 浦东新区,隶属于上海市,因地处黄浦江东而得名,南与奉贤区、闵行区两区接壤,西与徐汇区、黄浦区、虹口区、杨浦区、宝山区五区隔黄浦江相望,北与崇明区隔长江相望;地势东南高,西北低,气温偏高、降水偏多、日照时数偏少;浦东新区区域面积1210平方公里,现辖12个街道、24个镇。截至2022年末,浦东新区常住人口578.20万人。
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让电解抛光加工-热线开通中自己向您展示它的卓越品质和出色性能。
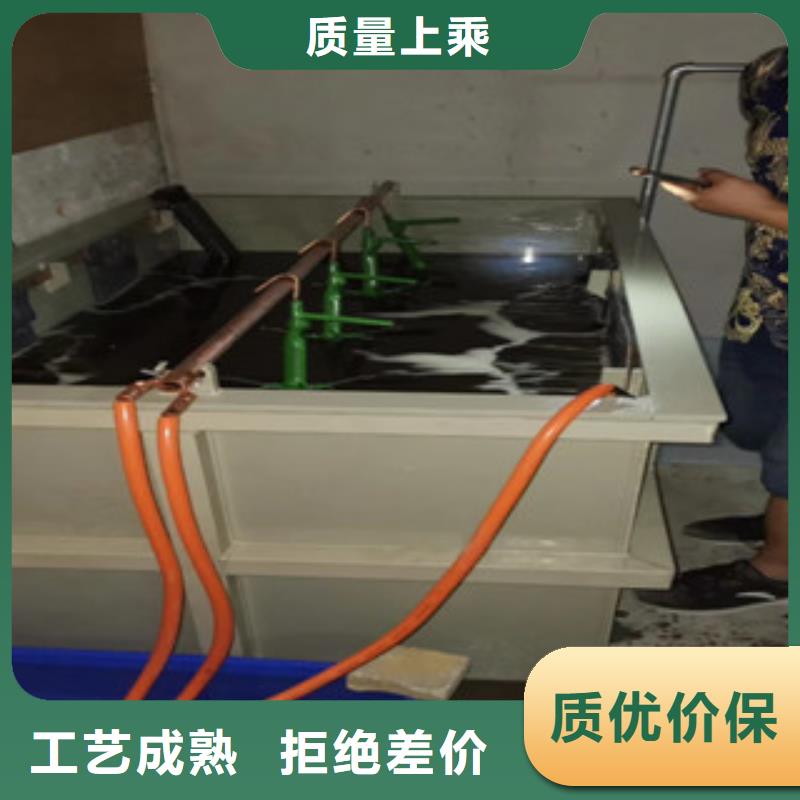
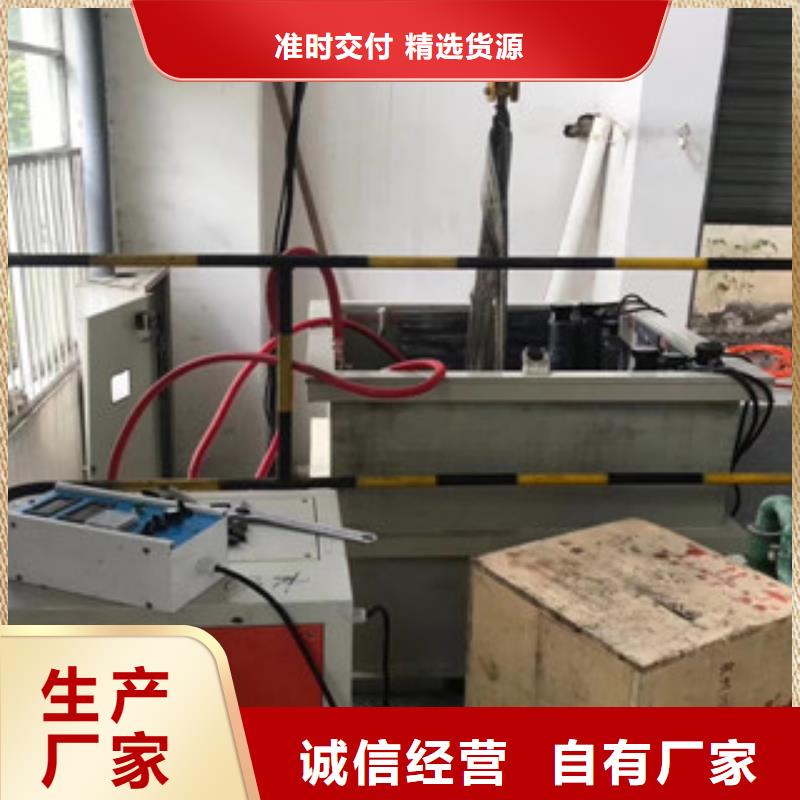
以下是:电解抛光加工-热线开通中的图文介绍不锈钢电解抛光废水处理设备设备功能:
一体试设计制作;
只包括电解抛光、一次清洗、钝化、二次清洗四个加工流程;
阴极板使用石墨作为制作材料;
配备工件阴极短路击伤防护罩;
电解抛光药液加热选用PTFE材质的电加热器;
配制空气搅拌装置;
可做成可移动式,方便客户移动使用。
专业提供各类化学清洗、酸洗钝化、电解抛光、电镀、铝氧化等污水处理成套设备。排水满足《电镀污染物排放标准(GB21900-2008)》中排放各指标。根据对客户排放污水成分进行分析,设计针对性强,运行成本更低,并可根据客户要求达到"零排放标准“。
经过实际运行计算,综合处理成本可控制在30元/吨以内。精度不锈钢件电解抛光加工,严格控制加工电流密度(误差±1A/dm2),药水温度(误差±1 ℃),和加工时间(误差±0.1 s),加工尺寸精度低可控制在2-3um以内。
电化学抛光过程分为两步:
(1)宏观整平 溶解产物向电解液中分散,材料外表几何毛糙下降,Ra>1μm。
(2)微光平坦阳极极化,外表光明度提高,Ra<1μm。
4. 超声波抛光
将工件放入磨料悬浮液中并一起置于超声波场中,依赖超声波的振荡作用.使磨料在工件外表磨削抛光。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较艰难。
超声波加工可以与化学或电化学方式结合。在溶液腐蚀、电解的根底上,再施加超声波振动搅拌溶液,使工件外表溶解产物脱离,外表左近的腐蚀或电解质平均;超声波在液体中的空化作用还可以克制腐蚀过程,利于外表光明化。
5.流体抛光
流体抛光是依赖高速流动的液体及其携带的磨粒冲刷工件外表到达抛光的目标。常用方式有:磨料放射加工、液体放射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件外表。
介质重要采取在较低压力上流过性好的特别化合物(聚合物状物质)并掺上磨料制成,磨料可采取碳化硅粉末。
6.磁研磨抛光
磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工,这种方式加工效率高,质量好,加工条件容易控制,工作条件好。
为了增加奥氏体不锈钢焊件的耐腐蚀性,不锈钢的表面应该做抛光和钝化处理。还需要酸洗等操作。
表面抛光,不锈钢焊件表面如有刻痕,凹痕,粗糙点和污染点,便会影响耐腐蚀性,因此必须对表面进行抛光,使其产生一层致密、均匀的氧化膜,以保护内部金属不再受到氧化和腐蚀。
钝化处理,是在不锈钢表面,有用人工的方法形成一层钝化膜 ,以增加其耐腐蚀性。钝化处理流程如下,
焊件表面清理和修补——酸洗——水洗和中和——钝化——水洗和吹干。处理前先对焊件进行表面清理和修补,将表面损伤处修补好,然后用手提角向砂轮磨光,并把焊渣及飞溅物清理干净。
阴极面积/阳极面积 1.5:1 影响氧化膜质量的因素主要有:
①硫酸浓度:通常采用15%~20%。浓度升高,膜的溶解速度加大,膜的生长速度降低,膜的孔隙率高,吸附力强,富有弹性,染色性好(易于染深色),但硬度,耐磨性略差;而降低硫酸浓度,则氧化膜生长速度加快,膜的孔隙少,硬度高,耐磨性好。
所以,用于防护,装饰及纯装饰加工时,多使用允许浓度的上限,即20%浓度的硫酸做电解液。
②电解液温度:电解液温度对氧化膜质量影响很大。温度升高,膜的溶解速度加大,膜厚降低。当温度为22~30℃时,所得到的膜是柔软的,吸附能力好,但耐磨性相当差;当温度大于30℃时,膜就变得疏松且不均匀,有时甚至不连续,且硬度低,因而失去使用价值;当温度在10~20℃之间时,所生成的氧化膜多孔,吸附能力强,并富有弹性,适宜染色,但膜的硬度低,耐磨性差;当温度低于10℃,氧化膜的厚度增大,硬度高,耐磨性好,但孔隙率较低。因此,生产时必须严格控制电解液的温度。要制取厚而硬的氧化膜时,必须降低操作温度,在氧化过程中采用压缩空气搅拌和比较低的温度,通常在零度左右进行硬质氧化。
③电流密度:在一定限度内,电流密度升高,膜生长速度升高,氧化时间缩短,生成膜的孔隙多,易于着色,且硬度和耐磨性升高;电流密度过高,则会因焦耳热的影响,使零件表面过热和局部溶液温度升高,膜的溶解速度升高,且有烧毁零件的可能;电流密度过低,则膜生长速度缓慢,但生成的膜较致密,硬度和耐磨性降低。
④氧化时间:氧化时间的选择,取决于电解液浓度,温度,阳极电流密度和所需要的膜厚。相同条件下,当电流密度恒定时,膜的生长速度与氧化时间成正比;但当膜生长到一定厚度时,由于膜电阻升高,影响导电能力,而且由于温升,膜的溶解速度增大,所以膜的生长速度会逐渐降低,到后不再增加。
⑤搅拌和移动:可促使电解液对流,强化冷却效果,保证溶液温度的均匀性,不会造成因金属局部升温而导致氧化膜的质量下降。
⑥电解液中的杂质:在铝阳极氧化所用电解液中可能存在的杂质有Clˉ,Fˉ,NO3ˉ,Cu2+,Al3+,Fe2+等。其中 Clˉ,Fˉ,NO3ˉ使膜的孔隙率增加,表面粗糙和疏松。若其含量超过极限值,甚至会使制件发生腐蚀穿孔(Clˉ应小于0.05g/L,Fˉ应小于0.01g/L);当电解液中Al3+含量超过一定值时,往往使工件表面出现白点或斑状白块,并使膜的吸附性能下降,染色困难(Al3+应小于20g/L);当Cu2+含量达0.02g/L时,氧化膜上会出现暗色条纹或黑色斑点;Si2+ 常以悬浮状态存在于电解液中,使电解液微量混浊,以褐色粉状物吸附于膜上。
⑦铝合金成分:一般来说,铝金属中的其它元素使膜的质量下降,且得到的氧化膜没有纯铝上得到的厚,硬度也低,不同成分的铝合金,在进行阳极氧化处理时要注意不能同槽进行。
随着铝制品加工的发展,铝制品表面处理的代表-阳极氧化越来越受到行业的关注。如苹果推出的Iphone 6S:通过表面阳极氧化处理,既能得到很高的硬度,又能得到天空灰、玫瑰金等效果。
采用电抛光获得的表面亮度(阳极光泽)不同于研磨或机械抛光获得的亮度。它无刻痕、不变形、无方向性且显露出金属的本色。由于表面几何形状是三维的,表面光滑度也有所不同,用普通的触针型仪器测定是困难的且不准确。与一般的想法不同,表面光亮度不是表示光滑度。在适当的电抛光条件下,表面粗糙度(按微米测量)通常从66%下降到33%,但当微米值低于电抛光前时,改善的百分率也会相应下降。有时,由于不良冶金状态或表面状态,微米值不会下降,甚至有时会有所提高。这些冶金状态和表面状态在很大程度上决定理想的电抛光效果。产生不好效果主要的原因是:晶粒尺寸结构不均、非金属夹杂物、定向轧辊痕迹、盐类或氧化物污染、酸洗过度以及淬火过度。为获得真正的反射性精饰表面所作的电抛光,微粒沉积物则是致关重要的。
“客户永远是正确的”已成为上海浦东新不锈钢电解抛光厂的企业格言。讲诚信 商通四海,公司已为全国1000余家大型客户提供了更实用、更可靠的上海浦东新--不锈钢电解抛光产品,上海浦东新--不锈钢电解抛光销售区域覆盖全国30多个省市、自治区等100多个地区,深受国内外客户的好评和信赖。在您的支持下,成为了上海浦东新--不锈钢电解抛光技术创新的引导者。
在上海市浦东新区采买电解抛光加工-热线开通中到不锈钢电解抛光厂(浦东新区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:姚先生-【17768165506】,地址:《宝安区沙井街道共和社区福和路先欲兴大厦604》。










