
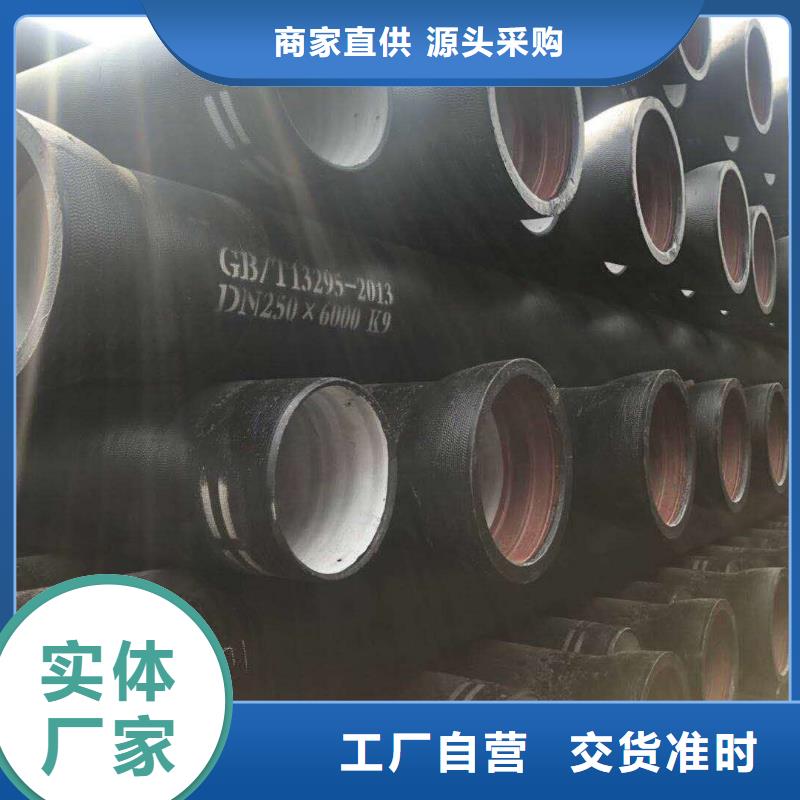
以下是:质量好的球墨铸铁管的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 球墨铸铁 生产厂家 格瑞 规格 DN100/DN1400 产地 山东 质量好的球墨铸铁管,格瑞管业(东莞市分公司)专业从事质量好的球墨铸铁管,联系人:邓燕,电话:【0635-2110446】、【15166580844】,发货地:开发区,以下是质量好的球墨铸铁管的详细页面。 广东省,东莞市 东晋,立宝安县。唐,更名东莞县。宋,分东莞香山镇立香山县(今中山市)。明,将东莞县守御千户所、编户五十六里立新安县(今深圳市)。1985年9月,东莞县改设为东莞市(县级),仍属惠阳地区。1988年,东莞市升格为地级市,直属广东省管辖。是广府文化的发祥地之一,粤曲的重要发源地之一,也是中国的粤剧之乡。中国近代史的开篇地和改革开放的先行地,批新型城镇化综合试点地区和广东历史文化名城。的华侨之乡,森林城市、国际花园城市、全国文明城市、全国篮球城市等称号。珠三角中心城市之一、粤港澳大湾区城市之一,深圳都市圈城市之一、为“广东四小虎”之首,号称“世界工厂”,广东重要的交通枢纽和外贸口岸,中国4个不设区的地级市之一。
以下是我们上传的质量好的球墨铸铁管实拍视频,您可以点击观看。
以下是:质量好的球墨铸铁管的图文介绍
柔性格瑞球墨铸铁管,又叫柔性连接铸铁管,柔性抗震铸铁排水管,柔性机制铸铁排水管,采用高速离心铸造技术,具有组织致密、管壁薄厚均匀、内外壁光滑、无沙眼和夹渣、抗拉与抗压强度高,产品具有化学成分稳定、耐腐蚀、防火、符合消防环保要求、无噪声、不变形、使用寿命长的优点。柔性铸铁管按其接口型式分为A型柔性接口(法兰压盖连接)、B型柔性接口(法兰压盖连接)和W型柔性接口(管箍连接)两种,简称A型和W型。
柔性格瑞球墨铸铁管排水管—W1型无承口铸铁管卡箍式柔性接口安装方法
1.安装时应确保铸管断面垂直、光滑、无飞边毛刺,以免划伤橡胶密封圈; 用扭力扳手松开卡箍螺栓,取出胶圈,套入管件一端,使胶圈内中间凸缘与铸管断面完全接触为止;
2.将一端套入管件的胶圈另一端完全下翻,使胶圈中间凸缘平面完全暴露; 将另一管件垂直放在胶圈凸缘平面上,将下翻的胶圈复位,将两个管件移正至同一轴线上;
3.上移卡箍至橡胶密封圈的部位,使之与胶圈端面平齐; 用扭力扳手逐次交替紧固卡箍螺栓,切忌将一边螺栓一次紧固到位,造成卡箍扭曲变形。也不要用力过大,造成螺栓打滑。
柔性格瑞球墨铸铁管排水管—A型铸铁管单法兰柔性接口安装方法
1.在插口上面画好安装线,承插口端部间隙取5~10mm,安装线所在平面应与管轴线垂直。在插口端先套入法兰压盖,再套入密封胶圈,胶圈边缘与安装线对齐。
2.将插口端插入承口内,为保持胶圈在承口内深度相同,在推进过程中尽量使插入管与承口管保持在一条轴线上。紧固螺栓应确保胶圈均匀受力,不得一次紧固到位,要逐个逐次均匀紧固,直至将胶圈均匀压紧。
柔性格瑞球墨铸铁管排水管—B型铸铁管双法兰柔性接口安装方法
1.在插口上面画好安装线,承插口端部间隙取5~10mm,安装线所在平面应与管轴线垂直。在插口端先套入法兰压盖,再套入密封胶圈,胶圈边缘与安装线对齐。
2.将插口端插入承口内,为保持胶圈在承口内深度相同,在推进过程中尽量使插入管与承口管保持在一条轴线上。 紧固螺栓应确保胶圈均匀受力,不得一次紧固到位,要逐个逐次均匀紧固,直至将胶圈均匀压紧。
山东聊城格瑞墨铸铁管的合格率呢?做好以下几个方面合格率自然就上去了。
1、管模方面
避免管模内壁打点偏稀,降低管模打点的速度,可以使打出的麻点稠密、均匀;避免管模内壁打点过浅,提高风压,磨好打点头,可以保证麻点深度适宜。对于内表面有油脂和杂物的管模,特别是新使用的管模,使用前必须管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。2、调整溜槽位置
对于因溜槽出铁口弯头形状不当或溜槽出铁口距离承口位置较远,容易在管子的承口部位形成重皮的缺陷,要求在生产时一定要检查设备,必要时更换溜槽出铁口弯头,并调整离心机主机在下位时的限位,缩短溜槽出铁口距承口的距离。3、控制铁水温度
4、控制主机走速、翻包量、管模转速。
铁水温度过低容易、管模内壁温度低会产生重皮缺陷,铁水温度高、铁水发气量增大会产生气孔缺陷。中频炉工序应严格按工艺规定提供合适温度的铁水,并且离心机在生产时合理控制进出水口温度和冷却速度。
在浇铸中,从溜槽流出的大部分铁水向前流动,但仍有少量铁水向后流动,在铁水落点的后方出现一股“超前流”。对于因离心机主机走速过慢(慢于“超前流”的速度)造成的质量缺陷,要求在生产时通过提高离心机主机速度,从而缩短浇铸时间。对于离心机生产时由于扇形包的翻包量过大(增大了“超前流”的运动趋势)造成的质量缺陷,对于因管模转速过高使铁水的“超前流”更薄而造成的质量缺陷,要求在生产时把管模转速降低至下限。
球墨铸铁管铸铁件整体性能,如何改善球墨铸铁管铸铁件整体性能,为改善铸铁件整体功能,前进耐性的球墨铸铁管退火,前进球墨铸铁强度的正火、淬火等。这些方法关于球墨铸铁管而言也是有必定的道理的。
1.白口退火。
一般灰口铸铁或球墨铸件表面或薄壁处在铸造过程中因冷却速度过快出现白口,铸铁件无法切削加工。为白口下降硬度常将这类铸铁件从头加热到共析温度以上,并保温1~2h进行退火,渗碳体分解为石墨,再将铸铁件缓慢冷却出炉空冷。
如何改善球墨铸铁管铸铁件整体性能。
2.前进耐性的球墨铸铁退火。
球墨铸铁在铸造过程中此一般灰口铸铁的白口倾向大,内应力也较大,铸铁件很难得到朴素的铁素体或珠光体基体,为前进铸铁件的延性或耐性,常将铸铁件从头加热到900-950℃并保温满意时间进行高温退火,再炉冷到600℃出炉变冷。
如何改善球墨铸铁管铸铁件整体性能。
若铸态组织由基体,以及球状石墨组成,为前进耐性,只需将珠光体中渗碳体分解转换为铁素体及球状石墨,为此将球墨铸铁管件从头加热到700-760℃的共析温度上下经保温后炉冷至600℃出炉变冷。
广东东莞格瑞管业有限公司已拥有30多名核心精英队伍,已拥有现代化的办公设备,完善的管理、销售、物流、服务为一体的管理系统,拥有高文化、高素质、高技术的核心精英队伍,赢得国内外广大用户的信赖和好评,从而建立了巩固的合作关系,因此公司的业务得以日益发展,占有了国内外 球墨铸铁管行业的大量市场。能为客户提供高品质、好价格的 球墨铸铁管产品,以质量和服务深受国内外厂家、经销商的信赖和支持。
今年在广东省东莞市购买质量好的球墨铸铁管有了新选择,格瑞管业(东莞市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的质量好的球墨铸铁管产品。如需购买或咨询,请随时联系我们,联系人:邓燕-【15166580844】,地址:开发区。











