以下是:冷拔绗磨管支持厂家直销的产品参数
产地 聊城 品牌 九冶 类型 绗磨管 可定制 是 颜色 金属色 冷拔绗磨管支持厂家直销,九冶管业有限公司(江苏分公司)为您提供冷拔绗磨管支持厂家直销产品案例,联系人:李经理,电话:0527-88266888、17768165506,QQ:1958857549,发货地:丁块工业园。 江苏省 江苏省下辖地级市全部进入全国百强,综合实力百强区、百强县、百强镇数量位居全国。江苏地区发展与民生指数(DLI)居全国省域,成为中国综合发展水平的省份。江苏省域经济综合竞争力居全国前列,拥有全国规模的制造业集群,实际使用外资规模居全国首位,人均GDP自2009年起连续居全国各省、自治区位,,已步入“中上等”发达水平。
别再纠结于文字描述了,观看视频,让冷拔绗磨管支持厂家直销产品为你展现真实魅力!以下是:冷拔绗磨管支持厂家直销的图文介绍
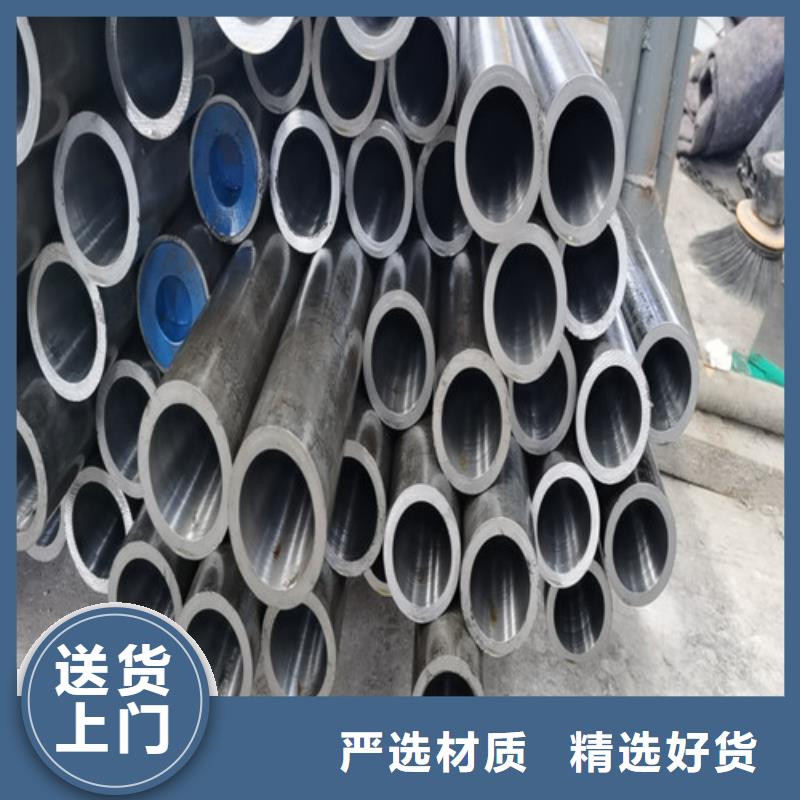
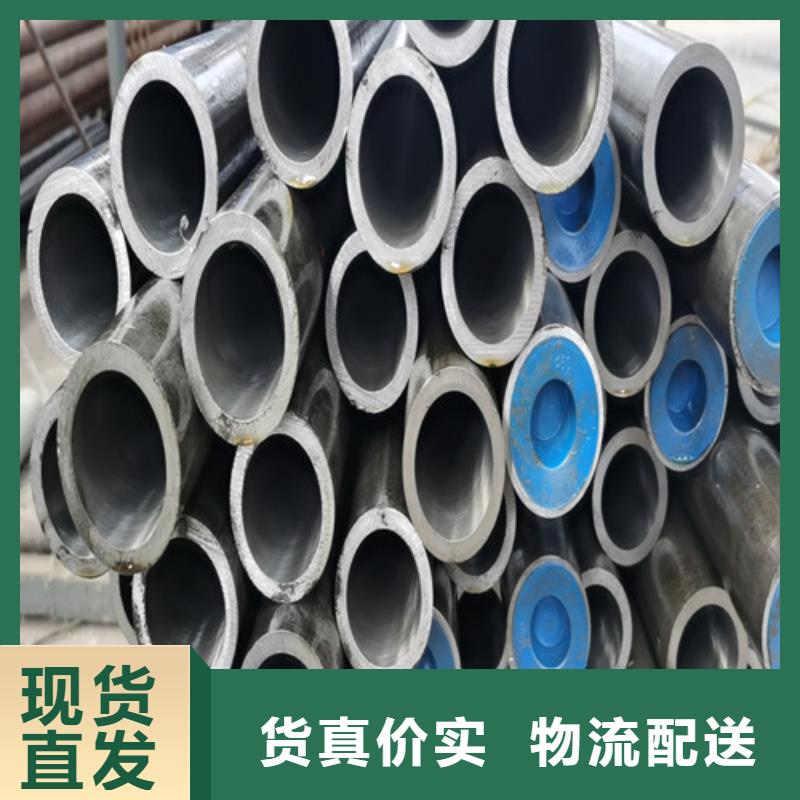
绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象
、滚压油缸管材料软,塑性大,容易被滚压光。随着塑性降低,硬度的提高,变形量随之减少。一般来说钢和铜的滚压效果较滚压油缸管过盈量的大小对表面粗糙度和几何精度的影响很大。通过试验得知,合理的滚压过盈量为0.027~0.036mm,此时得到的表面粗糙度为小。大过盈量受多种因素的影响,因此佳过盈量的确定要根据具体条件多次试验来确定。滚压工具通常有滚珠、圆柱形滚柱、圆锥形滚柱、滚轮等。但用滚珠作为变形构件可降低整个滚压工具成本。而且滚珠的精度高,硬度高,与工件接触面小,用较小的滚压力,较小的过盈量可获得较高的压强,较小的粗糙度。而且滚珠的使用寿命长,不易磨损,价格便宜,易更换。
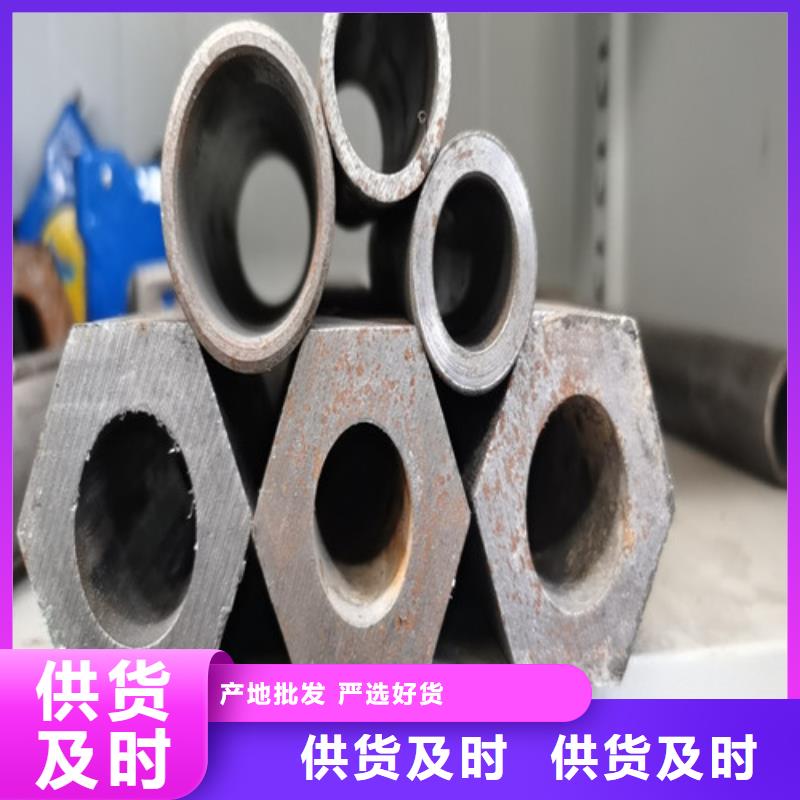
小口径绗磨管麻点缺陷处理 在加工之前表面会有很多的麻点,这是影响小口径绗磨管质量的重要因子,要想经过绗磨后获得质量好的液压油缸管 ,就需要对这些麻点进行修复。那么,小口径绗磨管表面缺陷的修复方法有哪些呢?
热轧管外径32~630mm。油缸管绗磨管壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm;外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差;钢管的两端应切成直角,汽缸管并毛刺。汽缸管壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。油缸管热轧无缝管一般在自动轧管机组上生产。油缸管绗磨管绗磨管实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。汽缸管汽缸管再送至自动轧管机上继续轧制。后经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
江苏九冶管业有限公司常年库存 绗磨管充足,凭借雄厚的实力,丰富齐全的 绗磨管规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!
选购冷拔绗磨管支持厂家直销来江苏省找九冶管业有限公司(江苏分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-17768165506,{QQ:1958857549},地址:[丁块工业园]。











