


以下是:库存充足的电解抛光设备厂家的产品参数
材质 不锈钢奥氏体马氏体 产地 张家港 规格 36KG/桶 类型 不锈钢抛光去毛刺去除焊点增强抗腐蚀能力 颜色 淡绿色 品牌 张家港灯鼎科技 型号 DD-204 可定制 是 使用寿命 3-5年 范围 供应范围覆盖湖南省 怀化市 长沙市、衡阳市、邵阳市、湘潭市、株洲市、张家界市、岳阳市、常德市、益阳市、娄底市、湘西市、永州市、郴州市 鹤城区、中方县、沅陵县、辰溪县、溆浦县、会同县、洪江区等区域。 库存充足的电解抛光设备厂家_前海灯鼎实业(怀化市分公司),联系人:楚先生,宝安区沙井镇 发货到 湖南省 怀化市 长沙市、衡阳市、邵阳市、湘潭市、株洲市、张家界市、岳阳市、常德市、益阳市、娄底市、湘西市、永州市、郴州市 鹤城区、中方县、沅陵县、辰溪县、溆浦县、会同县、洪江区。 湖南省,怀化市 2022年,怀化市地区生产总值1877.64亿元,比2021年增长3.8% 。
库存充足的电解抛光设备厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:库存充足的电解抛光设备厂家的图文介绍湖南怀化前海灯鼎实业有限公司始终坚持“诚信为根,共同成长”的发展观,十余年的勤奋与执着树立起了良好的企业形象和行业口碑,现已拥有一支技术力量雄厚、技能过硬、懂市场爱客户的 电解抛光设备人才队伍,能随时随地为客户提供更多面、更便捷的服务,与全国各地诸多 电解抛光设备客户建立了长期友好的合作关系。
应用范围:
本品适合所有国标与非标不锈钢200、300和400系列材料的光亮电解抛光。尤其是对从事外电解抛光加工或材质种类较多的用户为实用。如家具、餐具、卫行洁具、管材、线材、置物架、首饰配件、冲压件及各类五金零件的内外抛光,适用范围极其广泛。 典型性质: 不锈钢通用型无铬电解抛光液DD-403 典型数据 测试方法 相对密度(20℃) 1.67~1.7 比重计 外观 无色透明液体 目视使用温度 50~90℃ 佳60~70℃ 电压(V) 5~10V 佳6~8V 阳极电流密度A/dm2 15~25A/ dm2 阴极材料 铅或铅合金 不建议用不锈钢 阴极:阳极面积比 2~3:1 阴极与阳极距离 10~25mm
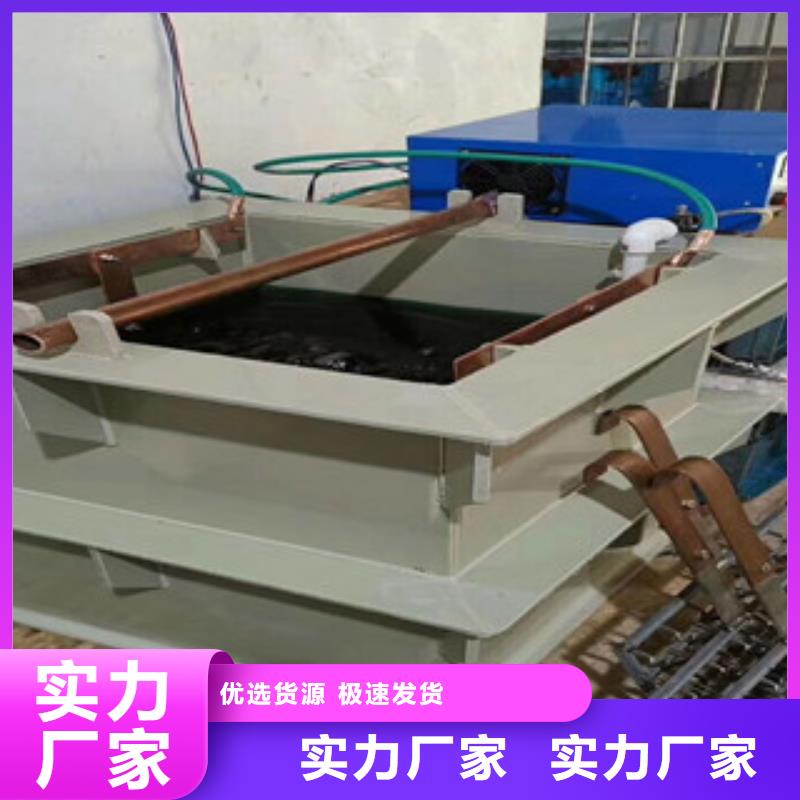
不锈钢电解抛光设备构造:高频整流机:做电解抛光电源使用,规格可定功率大小,高频直流电源,高质量,低耗电量。(灯鼎高频整流机保修三年,终身维护)。不锈钢电解抛光液:主要针对不锈钢奥氏体,马氏体,铁素体等材质,有美化不锈钢,达到8K镜面的效果,本品属于亮光型配方,出光快速、数分钟即可抛至镜光亮,有同类产品无法比拟的光泽度和质感。(灯鼎牌不锈钢电解抛光液保用二年,欢迎采购)。电解槽;主要采用进口PP板A板焊接而成,高分子聚合物,耐酸碱,耐高温,耐高压等特点电解前处理剂:不锈钢除油剂,它完全替代了易燃易爆的石油溶剂,可轻易去除各种物质表面的润滑油脂、碳剂、霉斑等,使用、简便、经济、效果显著。(质高价优,欢迎订购)阳极铜棒,阴极铜板:铜提高铜的导电效果,好的导电体,的提高电解抛光的效果。铜电缆线:采用心铜,外缘绝缘胶,更好的避免铜电缆线阴阳极接触产生的短路现象,避免触电。铅板;主要作用耐酸耐碱,在电解液中不溶解,一般做电极使用。温控:有效的控制温度过高烧坏电解抛光液,设定60℃,不足60℃时继续加温,高于60℃,自动切断电源。搅拌移动装置:主要能提高不锈钢在电解液中的电解反应,使电解更均匀,避免麻点的产生。过滤器:分别有6芯和8芯的过滤机,能有限的过滤出电解液中不锈钢杂质,泥浆,提高不锈钢电解液使用寿命。加热器:分别有2KW和3KW,主要作用是提高电解液的温度。电解抛光后处理剂;主要是指不锈钢钝化剂,可以有效的提高不锈钢的使用寿命,怎强不锈钢的抗腐蚀能力。
张家港灯鼎科技不锈钢电解抛光液使用寿命如何?电解抛光液抛光质量如何?如何延长不锈钢的使用寿命?下面灯鼎科技楚先生为您一一解答1,不锈钢电解抛光液的使用寿命如何? 回答:灯鼎科技电解抛光液采用全国先进的科学技术,电解液无气味,无铬酸,对人的身体无害,灯鼎科技电解抛光液,24小时全天使用,寿命在一年半。购买电解抛光液请认准张家港灯鼎DD-204新型环保电解抛光液,荣获环保部门SGS环保认证。2,不锈钢电解抛光液的抛光质量如何回答:不锈钢电解抛光液亮光型配方,出光快速、数分钟即可抛至镜光亮,有同类产品无法比拟的光泽度和质感。3,如何延长不锈钢的使用寿命? 回答:电解抛光液的寿命受到3种因素影响:产品,温度,补加新液1,产品表面的油垢,锈斑严重威胁电解的寿命,请在电解抛光时把产品表民的油和锈去掉再电解。 2,温度也是决定电解液的寿命影响因素之一,大家知道电解液的佳温度是在50°-60°,但又有好多人不知道电解液高温度的限制,不管什么东西,一直在高温状态下,效果肯定不好。电解在电解时温度不能超过100°,如果在100°好降温【直接的办法,是抽几桶热的电解液出来,加几桶凉的电解液进去】,电解液一直在高温状态工作,使用寿命大大下降,抛光质量受到严重的影响。3,补加新液:因为电解液在电解抛光时电解液的浓度会逐渐降低,补加新液是保证电解液的浓度不变,如果电解液的浓度受到影响,那抛光质量肯定下降,所以要在电解液页面下降的时候补加一点新液的。
不锈钢电解抛光的工艺流程:机械抛光--化学抛光--清洗--腐蚀--清洗--化学抛光--清洗--电解抛光--热水回收--清洗--钝化--清洗--开水烫干--老化--检验--包装。对于抛光要求高的,按此流程较好。对于抛光要求低者,可以省去化学抛光或机械抛光。1电解液加热:加热温度到60°加热管断电,搅拌均匀后开始电解抛光。断电后加热管不要马上拿出来,否则会烧掉加热管。也不要连续长时间加热,容易烧掉加热管。2、工件除油:如工件表面有油污,需先进行除油处理,确保工件表面上无残留油污。3、水洗:清洗工件表面上的除油剂。4、工件除焊斑:如工件表面上有焊斑,需先进行除焊斑处理。5、水洗:清洗工件上的酸洗膏。6、晾干:可自然风干,确保工件上无残留的水;7、电解抛光:需要电解抛光机和一个电解槽以及导电铜材进行连接,加热电解液至60度左右,把铅板固定在阴极,需电解抛光的工件挂在阳极,然后调整电压在8-12伏,抛2-8分钟取出工件。完成电解抛光。8、水洗:清洗工件上的电解液9、碱水洗:内盛5%碱性溶液,中和工件上的电解液。碱性溶液可以使用纯碱。10、再次水洗:需要水洗槽,内盛普通清水。11、高压水枪冲洗:彻底清洗工件上的电解液,确保工件上无残留的电解液。12、晾干:可自然风干,也可采用吹风设备吹干,整个电解工艺完成。
前海灯鼎实业(怀化市分公司)【0527-88266222】在湖南省怀化市本地专业从事库存充足的电解抛光设备厂家,价格低,发货快,效果好 (湖南省 怀化市 长沙市、衡阳市、邵阳市、湘潭市、株洲市、张家界市、岳阳市、常德市、益阳市、娄底市、湘西市、永州市、郴州市 鹤城区、中方县、沅陵县、辰溪县、溆浦县、会同县、洪江区)可送货上门。










