以下是:双金属耐磨管道物流快捷的产品参数您是想要在齐齐哈尔市拜泉县采购高质量的双金属耐磨管道物流快捷产品吗?江河机械制造(拜泉县分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的双金属耐磨管道物流快捷产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:符杰-【15301427770】,地址:《新桥镇江河路28号》。 黑龙江省,齐齐哈尔市,拜泉县 拜泉县,隶属黑龙江省齐齐哈尔市。位于黑龙江省中西部、齐齐哈尔市东部,总面积3599.15平方千米。截至2020年,拜泉县下辖7镇、9乡。2021年,拜泉县总人口54.05万人。
我们的双金属耐磨管道物流快捷视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。以下是:双金属耐磨管道物流快捷的图文介绍齐齐哈尔拜泉江河机械制造有限公司具备的质量保证能力, 陶瓷贴片耐磨管从原材料投入到成品产出,每一个环节都设置有严格的质量控制环节,特别在重要的工序设置有关重要工序质量控制点实施重点把关,真正做到不合格的 陶瓷贴片耐磨管产品不出厂。用户一旦发现本公司 陶瓷贴片耐磨管产品在质保期内出现质量问题,均可无条件更换。
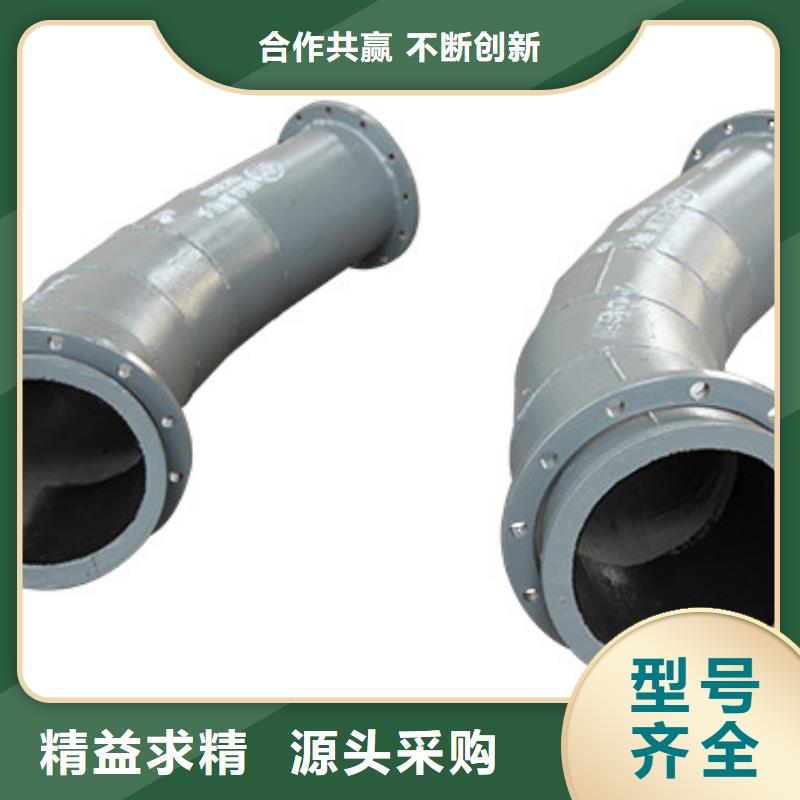
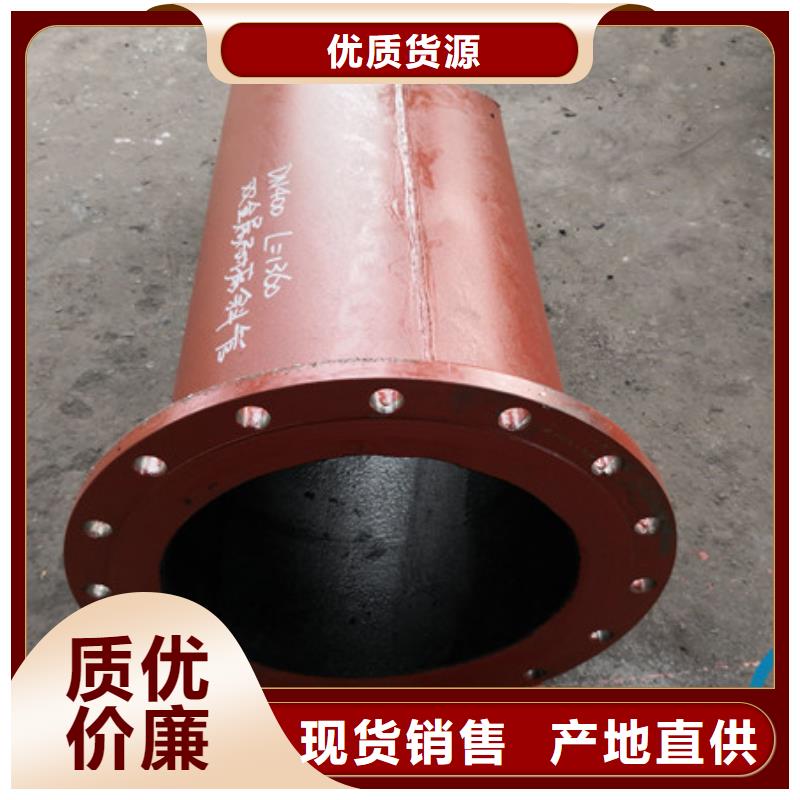
双金属耐磨复合管外壁采用普通无缝钢管,通过离心成型工艺形成高铬铸钢内衬复合而成。弯管外壁采用虾米弯头,内层选用高铬铸钢,既具有高合金铸钢的耐磨性能,又能耐压,又有较高的机械性能。
双金属耐磨复合管内衬合金材料中,硬度和耐磨性能是高铬抗磨白口铸铁和优质合金耐磨铸钢(统称为超硬耐磨合金)。高铬铸铁的硬质相为M7C3型碳化物,其硬度达到HV1500~1800,因而具有很好的耐磨性能,而由于这种Ka型碳化物的结构为棒状,从而使其具有较高的韧性。并在传统配料的基础上加入了稀有金属和碳化硼硬合剂,大大增加了传统产品的硬度和耐疲劳性,使其耐磨性能优于其他产品。
本工艺适合双金属复合管铸件的焊接要求:
1、双金属复合管在安装时,管道与管道中心线要对正,确保管道两端面对接准确。由于内衬高铬合金硬度高,只能对外壁的普通钢管进行焊接,必须焊透。在现场切割时,必须根据复合管的厚度,选用等离子切割机进行现场切割。
2、焊条选择J507普通焊条,直径为φ4.0mm。
3、一般采用直流式电焊机焊接,也可采用交流电焊机焊接。
4、两端坡口焊接完成后,在用加强箍箍在焊缝的中间,继续与复合管的外壁焊接,确保焊缝的牢固性。
5、应避免在0℃以下或低温潮湿的风口下焊接。
6、焊接部位宜采用点焊、对称焊,然后整体焊的方式,避免应力集中铸件开裂。
7、双金属复合管为确保焊接质量,施焊面应干净,避免油污,夹渣等缺陷。
江苏江河机械制造有限公司在经过多年双金属复合管焊接技术研究和试验,明确了选用氩弧封焊、根焊和过渡层焊接及焊条填充、盖面的方法及缺陷处理措施,包括坡口加工、组对、焊接、工艺参数设置、焊接操作手法等,总结出一整套焊接过程关键控制点
我们在双金属复合管铸件的焊接工艺上还有一些具体要求:
一:双金属复合管为确保焊接质量,施焊面首先应干净,避免油污,夹渣等缺陷。同时焊接部位好采用点焊、对称焊,然后再已整体焊接的方式,避免制作过程中应力集中铸件开裂。
二:双金属复合管在现场安装时,管道与管道中心线要对正,必须确保管道两端面对接准确。而且由于我们内衬高铬合金硬度高,只能对外壁的普通钢管进行焊接,而且是必须焊透。在现场切割时,必须根据复合管的厚度,选用等离子切割机进行现场切割。
三:工作时一般采用直流式电焊机焊接,当然也可采用交流电焊机焊接。而我们的焊条选择J507普通焊条,直径为φ4.0mm。
四:对于焊接环境也有要求,必须避免在0℃以下或低温潮湿的风口下焊接。两端坡口焊接完成后,再用加强箍箍在焊缝的中间,继续与复合管的外壁焊接,确保焊缝的牢固性。
专业的公司有专业的技术人员解答专业的技术方案,选择我们一定是没错的,江苏江河机械制造有限公司40年专注耐磨管道的定制与服务,免费为客户绘图,提供产品设计方案,并包含相关售后服务,还等什么呢!赶快拨打400-015-3350订购您所需要的产品吧!
江苏江河机械制造有限公司该产品外壁采用普通无缝钢管,通过离心成型工艺形成高铬铸钢内衬复合而成。弯管外壁采用热煨弯头,内层选用高铬铸钢,既具有高合金铸钢的耐磨性能,又能耐压,又有较高的机械性能。
特性
1、综合性能好
双金属耐磨复合管系列是采用双金属复合铸造工艺,管外壁采用普通碳钢管,内衬采用高铬耐磨合金。既具有高合金铸造的耐磨性,又具有较高的机械强度和抗冲击性能,使用可靠。
2、耐磨性高
高铬铸钢的硬质为M7C3型的碳化物,具有较高的韧性和高硬度(HV1500-1800),因而耐磨性能好。
3、耐腐蚀、耐高温、抗磨损性能高
由于Ka碳化物的组成和结构特点以及固溶高含量的Cr的基体有较高的耐热、耐腐性能,在高温或腐蚀环境下能显示出耐腐蚀性能。在湿态、有腐蚀介质和颗粒冲刷交相作用的条件下,采用铸态使用的Cr28白口铸钢。干态工况条件下,选用可通过热处理获得马氏体基体的高铬铸钢材料。
4、复合工艺先进、稳定
制模尺寸精度高,耐磨层厚度均匀一致,而且组织均匀、性能稳定,特别是可对直管及异形管进行整体复合(对弯管、三通、四通、锥形管、变径管、非等壁厚管、偏心管都可以做到整体复合)。
5、管道系统运行阻力小
各种管道做到整体复合,改变了打折线制作弯管的传统工艺方法,不改变物料在弯管中的流动轨迹,大大降低了物料输送阻力。
6、抗热振性能好
由于该主品的内层和外层的热膨胀系数相当,对于有温度急剧变化和经常变化的工况场合,不会发生因内层脱落而产生失效。
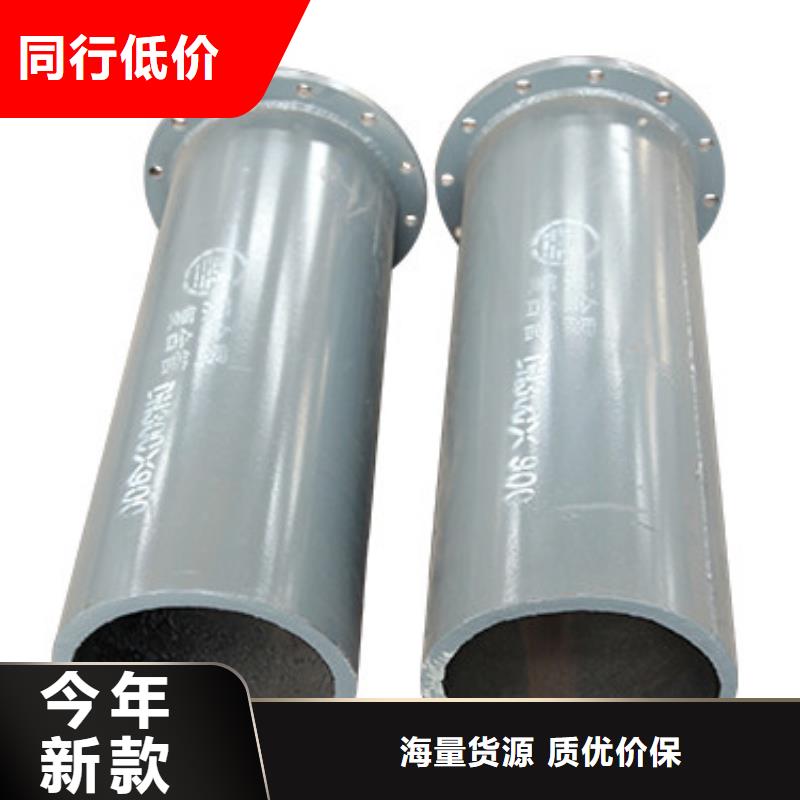
7、安装、使用方便
可采用法兰、快速接头、直接焊接等方式安装。由于复合管抗冲击性能高,在管道系统发生局部堵管时,可根据现场情况随意切割、卸换、焊接,安装、检修非常方便。
江苏江河机械制造有限公司40年专业制作双金属耐磨钢系列产品,该产品外层采用可焊接材料钢板、内衬采用耐磨铸钢材料。此产品不仅生产工艺复杂且材质要求颇高。产品内层具有很高的耐磨、耐腐蚀性能且具有较高的机械性能和较强的抗冲击性能,双层复合后增加该产品的可靠性。江苏江河机械制造有限公司该产品广泛用于火电、矿山行业的煤粉输送系统、颗粒较大的浆体输送等管道。
双金属复合管的焊接要求:复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。双金属复合管焊接时,先使用不锈钢焊丝氫弧焊将管内壁的不锈钢管对接满焊,使得内部的不锈钢层形成一个整体;再使用不锈钢焊丝氬弧焊将管内壁的不锈钢和外壁的碳钢管焊接牢靠,以保护内层不锈钢管;后采用碳钢焊电焊条将外层的碳钢管焊接牢靠,确保管道的强度。
江苏江河机械40年生产耐磨管道、防磨瓦、电厂锅炉燃烧器,联系15301427770。
选购双金属耐磨管道物流快捷来齐齐哈尔市拜泉县找江河机械制造(拜泉县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:符杰-【15301427770】,地址:[新桥镇江河路28号]。











