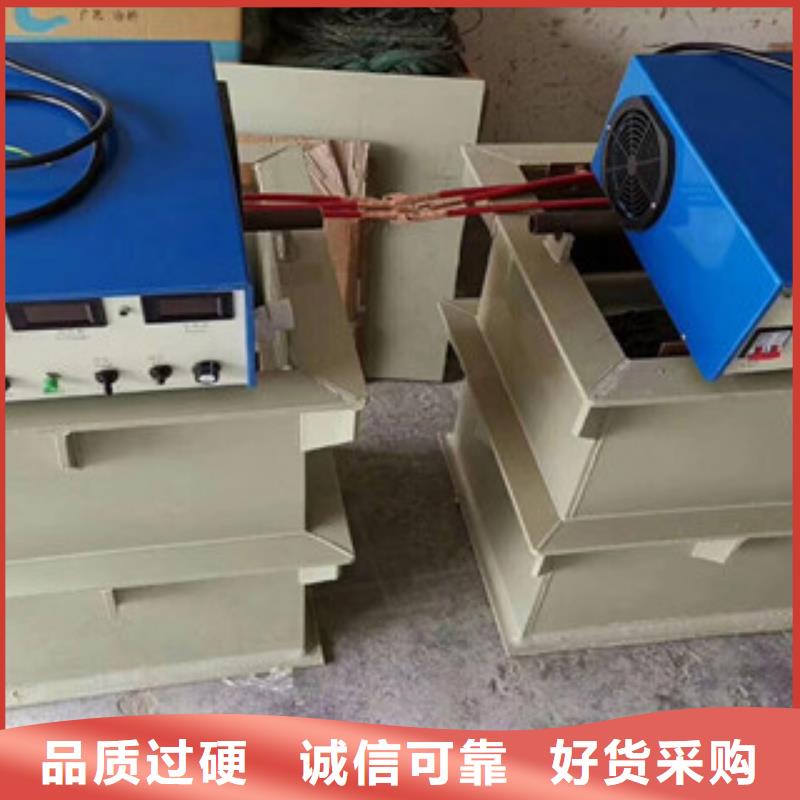

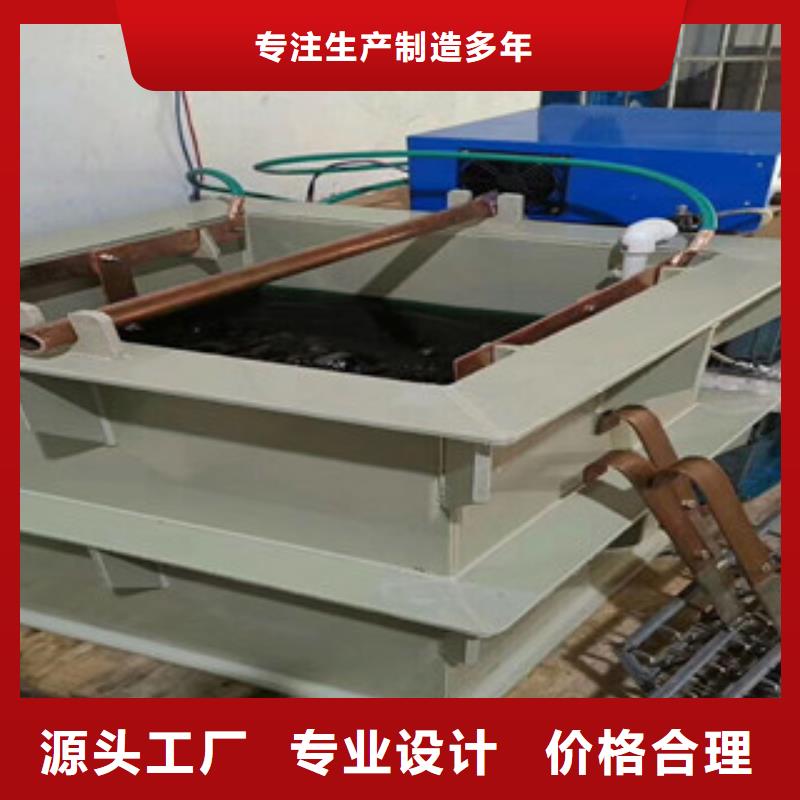
以下是:电解抛光设备真诚的服务的产品参数
材质 不锈钢奥氏体马氏体 产地 张家港 规格 36KG/桶 类型 不锈钢抛光去毛刺去除焊点增强抗腐蚀能力 颜色 淡绿色 品牌 张家港灯鼎科技 型号 DD-204 可定制 是 使用寿命 3-5年 电解抛光设备真诚的服务,前海灯鼎实业有限公司(河东分公司)为您提供电解抛光设备真诚的服务的资讯,联系人:楚先生,电话:0527-88266222、17768165506,QQ:858787721,发货地:宝安区沙井镇。 天津市,河东区 河东区是天津市中心市区之一,位于天津市东部。河东区是是市区连接滨海新区的前沿,是实现天津市经济中心战略东移的要地。自金代天津设"直沽寨"至今,河东区迄今已有800多年历史。河东区下设12个街道,占地40平方公里,总人口860852人(2010年)。
不要错过我们上传的电解抛光设备真诚的服务视频!它将为您提供比图文更直观、更的产品介绍,点击观看,让您轻松了解产品详情。
以下是:电解抛光设备真诚的服务的图文介绍
· 初次使用本品者请详读物质数据MSDS说明,无经验者在我司专业技术人员指引下使用,小批量试作合格再批生产;
· 本品为原液使用,使用前请勿往本品加水稀释;根据工件加工状况先去油脱脂,冲水确保表面干净建议简单酸洗(可使用2%~10%的硫酸溶液或者2%盐酸+3%硝酸溶液),可视情省略。清水(不可用污水或自然水)冲洗,冲净工件表面酸洗液。 加热电解液至60-70度(不锈钢),70~80度(不锈铁),把铅板挂在阴极,需电解抛光的工件用适宜的挂具固定在阳极且保持工件与阴极相对,然后调整电压在6~10伏左右,抛光0.5~5分钟取出工件,完成电解抛光工艺。电解抛光液初次使用宜选用较大的电压和电流.以使溶液达到佳状态.至电解液出现微绿色,表明已有一定量的镍、铬离子溶入电解液中,抛光效果为佳.
各种影响电解抛光质量的原因:1 磷酸是形成电解抛光粘液膜的主要成分之一。磷酸含量过高时,槽液黏度很高,电阻较大,需要在较高电压下才能抛光,且整平速度较慢。磷酸含量过低时,难以形成黏液膜,即钝化倾向小于活化倾向,导致零件的不均匀腐蚀。2 硫酸的影响:硫酸对不锈钢有较强的腐蚀作用。硫酸的含量过高时,抛光表面容易出现过腐蚀的均匀的密集的麻点;硫酸含量过低时,钝化倾向小于活化倾向,不均匀的腐蚀更为严重。3 电流的影响:电解抛光通常在高电流密度下进行。在低电流密度时,金属处于活化状态,被抛光的表面发生侵蚀,此时化学溶解强于电化学抛光溶解,因此所得抛光表面的粗糙度差。
当电流的密度超过了正常的抛光范围时,会有氧气猛烈的析出,表面发生过热和腐蚀,造成剧烈的不规格的溶解。同时增大了电能的消耗,降低了电流的效率。高阳极的电流密度,有时还会导致阳极的迅速溶解,使近阳极的溶解产物浓度提高,电阻增大。4 温度的影响:降低温度会使电解液的黏度提高,阳极溶解产物从金属表面向本体电解液的扩散更加困难。提高温度可使抛光的过程加速,电流的效率提高,从而改善了产品的粗糙度和光亮度。温度过高会使溶解的金属的浓度不断升高,同时,高温度容易形成气流,把电解液与金属表面挤开,反而降低了金属的溶解速度。因为高温时电解液的黏度相应降低了,从而加速了溶解产物的扩散,这样的又导致溶解速度的加速,影响了产品的表面的光亮度。5 抛光时间的影响:延长抛光时间,超过了达到一定的表面光亮度所需的时间上限,不仅不能进一步提高表面的光亮度,反而会降低表面的光亮度。
你们的信任就是给我们的动力,我们的宗旨是合作共赢,达到双方的满意,为您做独到的 电解抛光设备,感谢大家对我们的支持,为您制作好的 电解抛光设备产品是我们不懈的动力,多谢大家在百忙之中能够看到我们天津河东前海灯鼎实业有限公司的信息,只要您一个电话,我们会与您沟通,和以实惠的 电解抛光设备价格回报您们的信任,我们历经多年发展,在 电解抛光设备行业已有良好知名度。
电解抛光设备真诚的服务,前海灯鼎实业有限公司(河东分公司)专业从事电解抛光设备真诚的服务,联系人:楚先生,电话:0527-88266222、17768165506,QQ:858787721,发货地:宝安区沙井镇,以下是电解抛光设备真诚的服务的详细页面。








