

以下是:常年供应电解抛光设备-省钱的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 36KG/桶 类型 不锈钢抛光去毛刺去除焊点增强抗腐蚀能力 颜色 淡绿色 品牌 张家港灯鼎科技 型号 DD-204 可定制 是 使用寿命 3-5年 常年供应电解抛光设备-省钱_前海灯鼎实业(西城区分公司),固定电话:【17768165506】,移动电话:【0527-88266222】,联系人:楚先生,宝安区沙井镇 发货到 北京市 东城区、西城区、丰台区、石景山区、海淀区、门头沟区、房山区、通州区、顺义区、昌平区、大兴区、怀柔区、平谷区、朝阳区、延庆区、密云区。 北京市,西城区 西城区是战国燕都蓟城所在地,辽、金、元、明、清历代均为京都一部分。作为北京3000多年的建城地和800多年的建都地,是皇家文化和民俗文化的融合区,是皇城文化、仕子文化、民俗文化、宗教文化等各种文化高度融合的区域。西城区风景名胜众多,的景点有月坛公园、历代帝王庙、陶然亭公园、北京大观园、醇亲王花园、恭王府花园等。
产品视频展示,助您洞悉常年供应电解抛光设备-省钱产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:常年供应电解抛光设备-省钱的图文介绍
北京西城前海灯鼎实业有限公司是专业生产(北京西城) 本地 电解抛光设备的厂家,公司主要生产(北京西城) 本地 电解抛光设备的企业,凭借优良的管理、开发优势, 借助超前的开发理念先进的发展思想以及成功的运作模式,北京西城前海灯鼎实业有限公司的规模也不断地发展.公司不断进取,加快加强项目开发运作,进- -步完.善开发机制,打造公司的品牌效应。
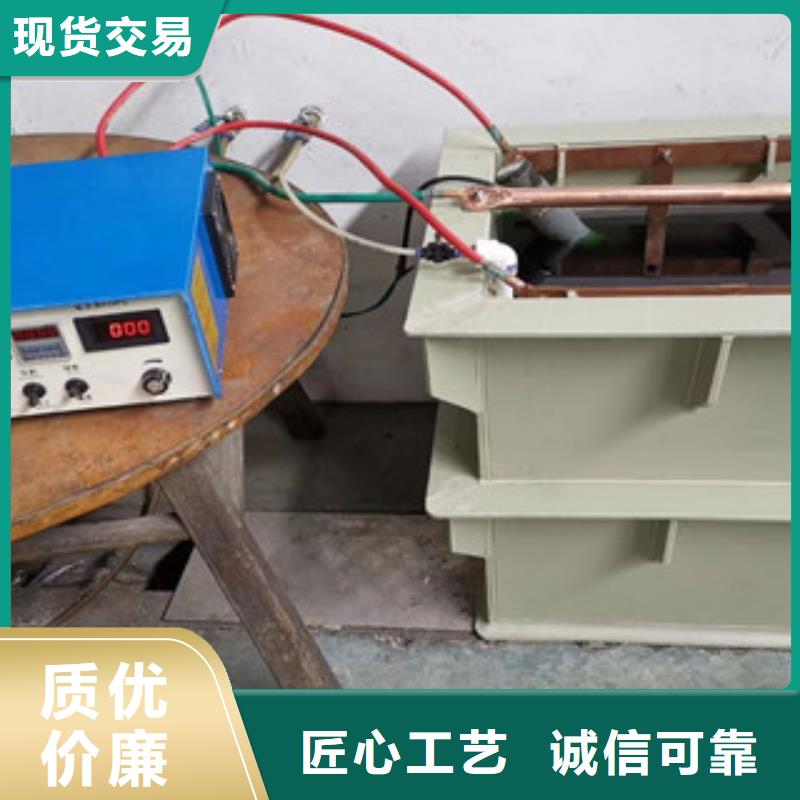
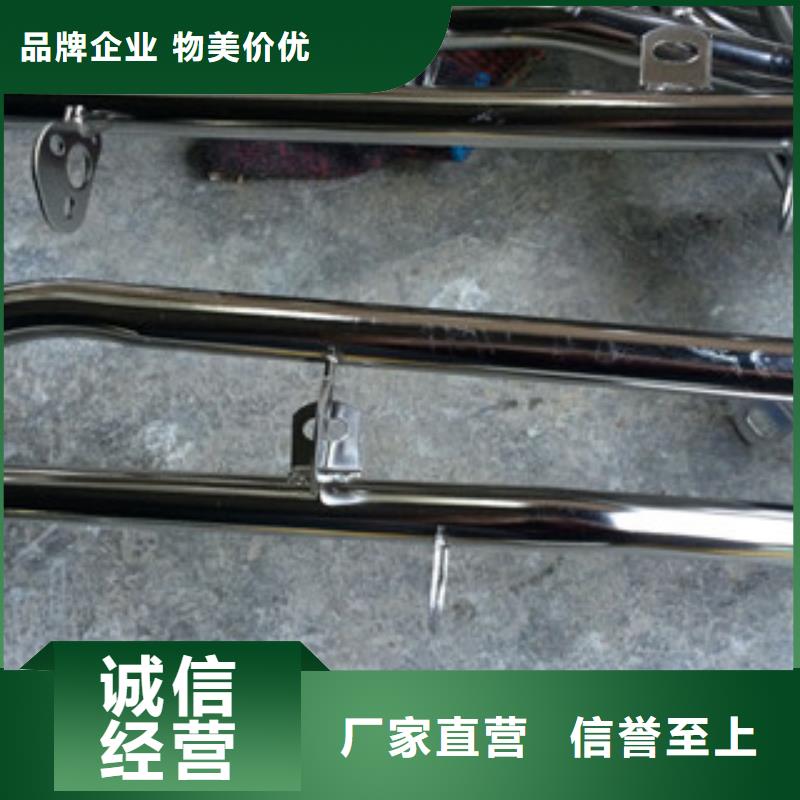
不锈钢电解抛光的工艺流程:机械抛光--化学抛光--清洗--腐蚀--清洗--化学抛光--清洗--电解抛光--热水回收--清洗--钝化--清洗--开水烫干--老化--检验--包装。对于抛光要求高的,按此流程较好。对于抛光要求低者,可以省去化学抛光或机械抛光。1电解液加热:加热温度到60°加热管断电,搅拌均匀后开始电解抛光。断电后加热管不要马上拿出来,否则会烧掉加热管。也不要连续长时间加热,容易烧掉加热管。2、工件除油:如工件表面有油污,需先进行除油处理,确保工件表面上无残留油污。3、水洗:清洗工件表面上的除油剂。4、工件除焊斑:如工件表面上有焊斑,需先进行除焊斑处理。5、水洗:清洗工件上的酸洗膏。6、晾干:可自然风干,确保工件上无残留的水;7、电解抛光:需要电解抛光机和一个电解槽以及导电铜材进行连接,加热电解液至60度左右,把铅板固定在阴极,需电解抛光的工件挂在阳极,然后调整电压在8-12伏,抛2-8分钟取出工件。完成电解抛光。8、水洗:清洗工件上的电解液9、碱水洗:内盛5%碱性溶液,中和工件上的电解液。碱性溶液可以使用纯碱。10、再次水洗:需要水洗槽,内盛普通清水。11、高压水枪冲洗:彻底清洗工件上的电解液,确保工件上无残留的电解液。12、晾干:可自然风干,也可采用吹风设备吹干,整个电解工艺完成。
张家港灯鼎科技有限公司目前为常州,无锡,昆山,杭州,台州,宁波等全国15个城市安装调试了不锈钢保险杠电解抛光设备,个别客户在电解保险杠的时候经常遇到很多的问题1,电解保险杠的时候为什么保险杠发白,有种朦胧白的效果?回答:产品发白的原因因素有很多,2大点:1电解液的温度有没有达到佳状态,一般学过物流的都知道,电流的大小给三种因素有关:【1】电压,我们在机器功率额定的状态下,知道电流随着电压的增大而增大【2】温度,电流是随着温度的增高而增加的,我们可以做个例子:当你电解一个产品时,没有温度的情况下,电压10V,你看电流是多少,当有温度的时候,电压还是10V,同样的产品,你再看电流多少,后则一定比前者大,而且电解的效果比没有温度电解的效果更镜面。电解液的佳温度60°左右。【3】接触面积,因为接触面积越大电流越大,影响接触面积的元素有很多,挂具与阳极铜棒的接触面积,挂具与产品直接的接触面积,铅板与阴极铜板的接触面积等等。2产品不导电,测试产品有没有导电可以从以下3点测试:【1】直接观察计时器上面有没有电压电流。【2】观察电解槽2边阴极电解液有没有电解液纹向中间阳极铜棒流动。【3】阳极铜棒上的挂具上的产品四周有没有水波出现。 2,电解产品拿出来时,为什么产品上面还有黑色焊回答:在产品电解抛光前处理加一道产品酸洗工艺就没有问题,黑色焊斑就可以去掉。 3,电解不锈钢为甚么会出现局部镜面,局部发白? 回答:2点因素【1】除油不干净,加大除污能力【2】电解液温度不均与,把电解液温度搅拌均匀 4,为什么工件抛光后不光亮并呈灰暗色分析原因:可能电化学抛光溶液已不起作用,或作用不明显。
解决方法:检查电解抛光液是否使用时间过长,质量下降,或溶液成分比例失调。5.工件抛光后表面有白色的条纹是怎么回事?原因分析:溶液相对密度太大,液体太稠,相对密度大于1.82。解决方法:增大溶液的搅拌程度,如果溶液相对密度太大,用水稀释至1.72。在90~100℃条件下并加热一小时。6.为什么抛光后表面有阴阳面,及局部无光泽的现象?原因分析:工件放置的位置没有与阴极对正,或工件互相有屏蔽。解决方法:将工件进行适当的调整,使工件与阴极的位置适当,使电力分布合理。
7.抛光后工件表面平整光洁,但有些点或块不够光亮,或出现垂直状不亮条纹,一般是什么原因引起的?
原因分析:可能是抛光后期工件表面上产生的气泡未能及时脱离并附在表面或表面有气流线路。解决方法:提高电流密度,使析气量加大以便气泡脱附,或提高溶液的搅拌速度,增加溶液的流动。8.零件和挂具接触点无光泽并有褐色斑点,表面其余部分都光亮是什么原因?原因分析:可能是零件与挂具的接触不良,造成电流分布不均,或零件与挂具接触点少。解决方法:擦亮挂具接触点,使导电良好,或增大零件与挂具的接触点面积。9.同一槽抛光的零件有的光亮,有的不亮,或者局部不亮。原因分析:同槽抛光工件太多,致使电流分布不均匀,或者是工件之间互相重叠,屏蔽。解决方法:减少同槽抛光工件的数量,或者注意工件的摆放位置。10.为什么抛光零件凹入部位和零件与挂具接触点接触附近有银白色斑点?原因分析:可能是零件的凹入部位被零件本身或挂具屏蔽了。
解决方法:适当改变零件位置,使凹入部位能得到电力线或缩小电极之间距离或提高电流密度。11.已严格按照工艺规范操作,为什么抛光后零件表面有或多或少的过腐蚀现象?原因分析:是否溶液温度过高或电流密度太大,如果溶液配制没有问题,又严格操作,则可能是抛光前的处理问题。解决方法:严格执行电化学抛光前处理的操作,在酸洗过程中避免过腐蚀。不要把清洗水留在零件表面,带进抛光槽。
下面介绍下一般客户需要电解槽的规格以及承载多少电解液:
机器型号
电解槽长(mm) 电解槽宽(mm) 电解槽高(mm) 电解液含量(kg) 100A12V 300 300 400 60 200A12V 400 400 400 100 300A12V 500 500 600 250 500A12V 800 600 800 650 1000A12V 1000 650 800 1000 2000A12V 1500 700 800 1500 3000A12V 2000 750 800 2000 4000A12V 3000 750 1000 3800 5000A12V 4500 800 1200 7300 6000A12V 5000 1000 1300 11000 8000A12V 6000 1200 1500 18000 10000A12V 8000 1500 2000 40000 上面是常用电解抛光槽规格,电解液质量等于电解槽容积乘以电解抛光液密度1.7!
前海灯鼎实业(西城区分公司)【0527-88266222】在北京市西城区本地专业从事常年供应电解抛光设备-省钱,价格低,发货快,效果好 (北京市 东城区、西城区、丰台区、石景山区、海淀区、门头沟区、房山区、通州区、顺义区、昌平区、大兴区、怀柔区、平谷区、朝阳区、延庆区、密云区)可送货上门。








