

以下是:大规模冷弯机厂家的产品参数大规模冷弯机厂家,万泽锦达机械制造(延寿县分公司)为您提供大规模冷弯机厂家的资讯,联系人:余孟洋,电话:【13403456004】、【18762195566】,发货地:小店区。 黑龙江省,哈尔滨市,延寿县 延寿历史悠久,境内有辽金时代和抗联、剿匪遗址,在抗日战争和解放战争期间,曾是松江省委、省政府驻地,北满根据地的政治中心,冯仲云、李兆麟、赵尚志等英雄人物都曾在这里留下战斗的足迹。
想一睹大规模冷弯机厂家产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受大规模冷弯机厂家产品的独特之处!以下是:大规模冷弯机厂家的图文介绍
哈尔滨延寿万泽锦达机械制造有限公司服务多行业,秉着“崇尚质量、以人为本、追求卓越”的宗旨,以的的品质、合理的价格及完善的服务不断赢得用户的信赖和好评。
圆管弯拱机操作规程:1严格遵守机床工操作规程,按规则穿戴好劳作防护用品;2开机前应将上、下模具整理、擦拭洁净;3查看托料架、挡料架及滑块上有无异物,如有异物,应整理洁净;4按所折板料厚度、选择恰当模口,模口尺度通常等于或大于8倍板料厚度;5由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN;6折弯狭板料时,应将体系作业压力恰当,避免损坏模具;7调理滑块行程时,应调量小于100,避免损坏机器;8折弯前,应将上下模具间的空隙调整均匀共同;9折弯时,不可将手放在模具间,细长小料不可用手扶;只许折弯一块料,不很多块分节一起折弯。查看油箱油位,发动油泵查看液压管道、油泵有无反常;10折弯板料应放在模具中心,机器不宜单边载荷,避免影响工件和机器精度,如某些工件确需单边作业时,其载荷不得大于250KN,并且有二边一起折弯;11查看油箱油位,发动油泵查看液压管道、油泵有无反常;12发作反常当即停机,查看缘由并及时扫除;13作业结束,应封闭油泵,退出控制体系程序,堵截电源。
对于型钢的加工步骤,以前制作型钢的主要制作弯拱机不是现在液压全自动的弯拱机而是传统的手动弯拱机,现在全自动弯拱机与传统的手动弯拱机相比,在生产型钢方面的主要体现在以下几方面:1、简化了工序;比如一根12M长的圆管可以弯制成形,只到 后焊接时需割,且省去焦炭成本投入,使加工成本大大;2、节省了多人力资源,每吨圆管从原料到弯制成形,四人一组,且生产时间为二十分钟左右;3、是弯制质量亦大大,不但了扭曲变形现象,而且弯制的拱架弧度均匀。
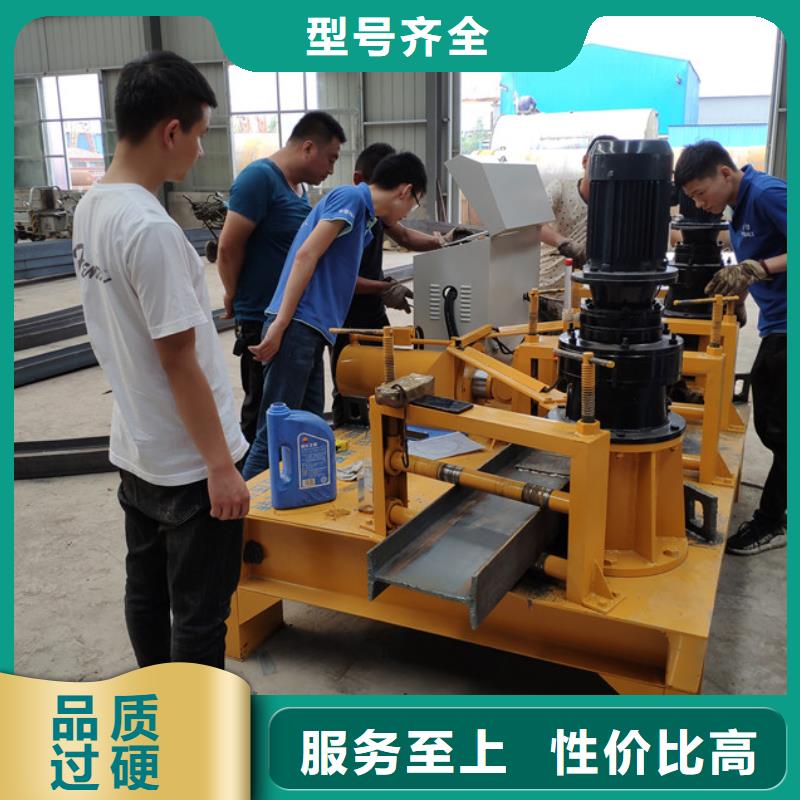
如何挑选圆管冷弯机:1、先要先看一下液压顶辊和两个主动力辊的直径(辊小的话,接触面就小,很容易会打滑);弯非标钢材的时候容易变形;2、液压油缸直径的大小决定着机器顶弯动力的大小,油缸行程的长短决定了型钢弯曲半径的可调性;3、台体钢板厚度决定着弯曲较大型钢时机器的本身能不能承重;4、看下电机的功率和减速机的减速比,这个和所要弯曲的型钢也有很重要的关系。
对于型钢的加工步骤,以前制作型钢的主要制作弯拱机不是现在液压全自动的弯拱机而是传统的手动弯拱机,现在全自动弯拱机与传统的手动弯拱机相比,在生产型钢方面的主要体现在以下几方面:1、简化了工序;比如一根12M长的圆管可以弯制成形,只到 后焊接时需割,且省去焦炭成本投入,使加工成本大大;2、节省了多人力资源,每吨圆管从原料到弯制成形,四人一组,且生产时间为二十分钟左右;3、是弯制质量亦大大,不但了扭曲变形现象,而且弯制的拱架弧度均匀。
弯拱机在日常生活中需要做好保养,只有保养的好,才能保障设备正常的运转,那么我们需要如何保养,下面就简单为大家介绍一下它的保养注意事项:1、在使用前先要进行空载试用,了解各操作按钮以及限制技术;2、使用前查看各部件的润滑情况,需要时及时加油;3、仔细了解使用说明书 严格按照使用说明使用;4、使用过程中及时清理残渣,避免影响使用情况;5、运行时机器台面以及周围不得放置东西,发生意外事故;6、使用过程中发现异常情况停机,在清理故障后才能继续运行;7、运行过程中,如果需要反转,先停机,然后再进行反转工作。
圆管弯拱机操作规程:1严格遵守机床工操作规程,按规则穿戴好劳作防护用品;2开机前应将上、下模具整理、擦拭洁净;3查看托料架、挡料架及滑块上有无异物,如有异物,应整理洁净;4按所折板料厚度、选择恰当模口,模口尺度通常等于或大于8倍板料厚度;5由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN;6折弯狭板料时,应将体系作业压力恰当,避免损坏模具;7调理滑块行程时,应调量小于100,避免损坏机器;8折弯前,应将上下模具间的空隙调整均匀共同;9折弯时,不可将手放在模具间,细长小料不可用手扶;只许折弯一块料,不很多块分节一起折弯。查看油箱油位,发动油泵查看液压管道、油泵有无反常;10折弯板料应放在模具中心,机器不宜单边载荷,避免影响工件和机器精度,如某些工件确需单边作业时,其载荷不得大于250KN,并且有二边一起折弯;11查看油箱油位,发动油泵查看液压管道、油泵有无反常;12发作反常当即停机,查看缘由并及时扫除;13作业结束,应封闭油泵,退出控制体系程序,堵截电源。
大规模冷弯机厂家,万泽锦达机械制造(延寿县分公司)专业从事大规模冷弯机厂家,联系人:余孟洋,电话:【13403456004】、【18762195566】,发货地:小店区,以下是大规模冷弯机厂家的详细页面。










