

以下是:焊管-快来购买吧的产品参数焊管-快来购买吧_天鑫达特钢有限责任公司(江永县分公司),固定电话:18853178958,移动电话:18853178958,联系人:杨经理,QQ:18853178958,钢材市场 发货到 湖南省 永州市 零陵区、冷水滩区、祁阳市、东安县、双牌县、道县、江永县、宁远县、蓝山县、新田县。 湖北省,永州市,江永县 2022年,江永县实现地区生产总值93.26亿元,从三次产业看,产业完成增加值29.15亿元,第二产业完成增加值23.29亿元,第三产业完成增加值40.81亿元。三次产业结构比为31.3:25.0:43.8。
想知道焊管-快来购买吧产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:焊管-快来购买吧的图文介绍
山东天鑫达特钢有限责任公司
工厂直供,规格齐全,超大仓储,量大从优,加工定制,24小时咨询热线电话
为什么选择我们
厂家直供
质量好
规格齐全
超大仓储
贴心服务
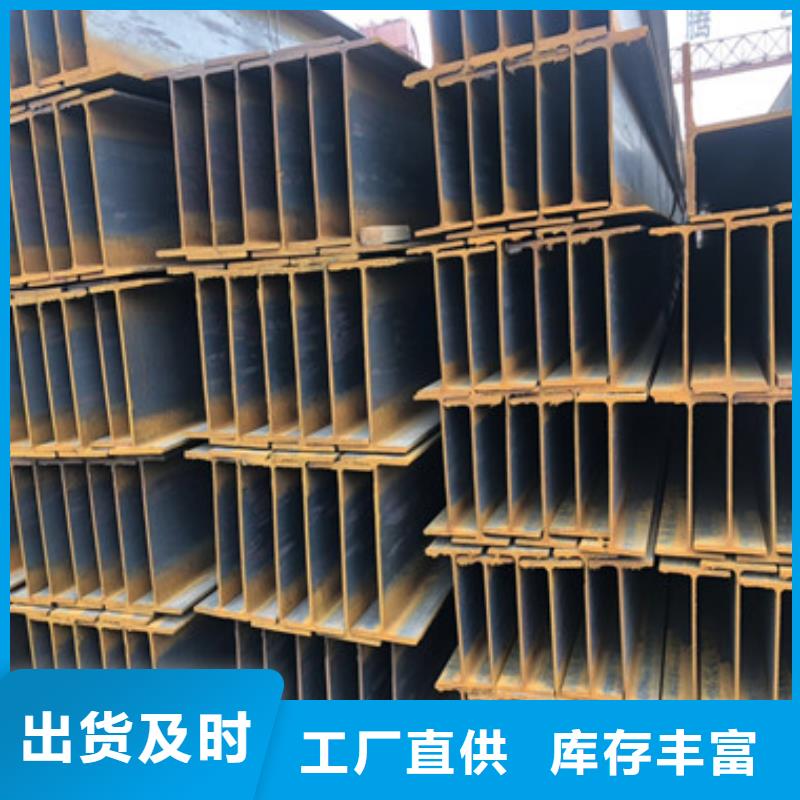
用心做好 H型钢厂家,服务好每个客户,质量可靠,严格把控经久耐用,放心购买。诚信为本的服务理念赢得广大客户的信任和好评 ,公司重信用,守合同保证产品质量。
生产工艺流程主要取决于产品品种,从原料到成品需要经过一系列工序,完成这些工艺过程需要相应的各种机械设备和焊接、电气控制、检测装置,这些设备和装置按照不同的工艺流程要求有多种合理布置,高频焊管典型流程:纵剪―开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。
质量影响编辑
高频焊管生产中操作对焊接质量的影响
1 输入热量?
因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:
N = Ep·Ip
式中 N——输出功率,kW;
??Ep——屏压,kV;
??Ip——屏流,A〔1〕?。
当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。
当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。
直缝焊管表面淬火回火热处理通常用感应加热或火焰加热的方式进行。主要技术参数是表面硬度、局部硬度和有效硬化层深度。硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。试验力(标尺)的选择与有效硬化层深度和直缝焊管表面硬度有关。这里涉及到三种硬度计。
维氏硬度计是测试热处理湖南直缝焊管表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是的,可分辨出热处理工件表面硬度的微小差别。另外,有效硬化层深度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理湖南直缝焊管的单位,配备一台维氏硬度计是有必要的。
表面洛氏硬度计也是十分适于测试表面淬火工件硬度的,表面洛氏硬度计有三种标尺可以选择。可以测试有效硬化深度超过0.1mm的各种表面硬化湖南直缝焊管。尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理湖南直缝焊管进行快速无损的逐件检测。这一点对于湖南直缝焊管加工和机械制造工厂具有重要意义。
当表面热处理硬化层较厚时,也可采用洛氏硬度计。当热处理硬化层厚度在0.4~0.8mm时,可采用HRA标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺。
维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。相应的换算表在国际标准ISO、美国标准ASTM和中国标准GB/T中都已给出。
零件如果局部硬度要求较高,可用感应加热等方式进行局部淬火热处理,这样的湖南直缝焊管通常要在图纸上标出局部淬火热处理的位置和局部硬度值。湖南直缝焊管的硬度检测要在指定区域内进行。硬度检测仪器可采用洛氏硬度计,测试HRC硬度值,如热处理硬化层较浅,可采用表面洛氏硬度计,测试HRN硬度值。焊接钢管
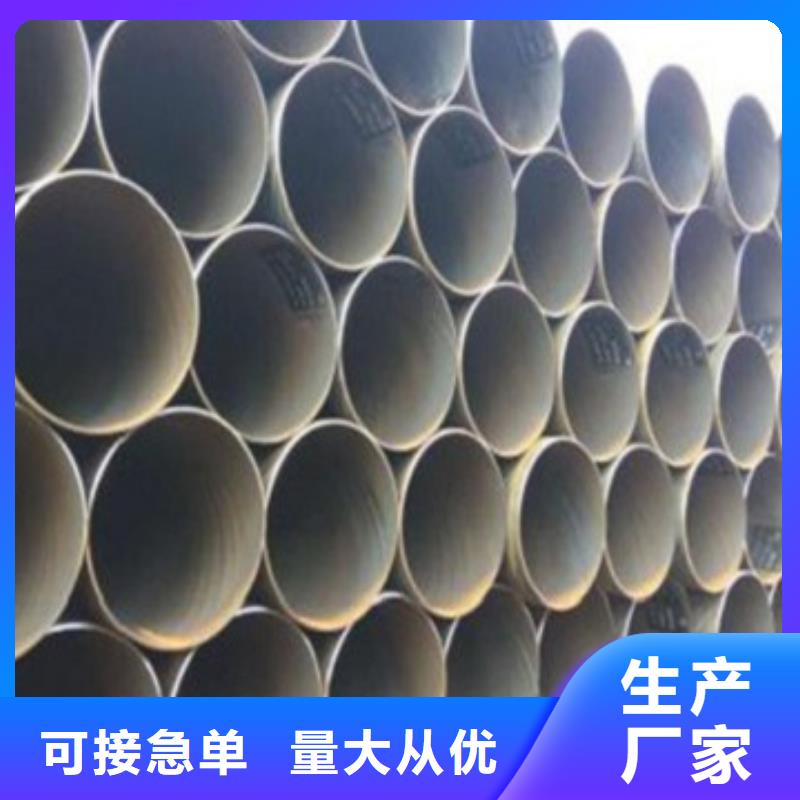
焊接钢管:
焊接钢管
焊接钢管
也叫焊管,它是由钢带切割成窄钢条,然后用模具冷加工裹成管状。然后专用焊机接着将一条管缝焊接。外焊缝打磨光亮。一般的焊管的内毛刺不打的。只有精密焊管才打内毛刺。
防腐蚀分:焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械、制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
用途编辑
直缝钢管在国内主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。
作液体输送用:给水、排水。
作气体输送用:煤气、蒸气、液化石油气。
作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。 [3] 高频焊管其特点是:焊接速度大,焊接热影响区小,焊接对工件可以不清理,可焊薄壁管,可焊金属管。基本介绍编辑
电晶体(固态)
全自动高焊焊管机设备
设备标牌
电晶体高频机它以节能环保.使用.寿命长.焊接品质优良等优点,深受制管,等工业的信赖,更是焊管高频的换代产品, 它也是中国高频市场的一大变革.生产流程编辑
生产工艺流程主要取决于产品品种,从原料到成品需要经过一系列工序,完成这些工艺过程需要相应的各种机械设备和焊接、电气控制、检测装置,这些设备和装置按照不同的工艺流程要求有多种合理布置,高频焊管典型流程:纵剪―开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。高频焊管质量影响
编辑
高频焊管生产中操作对焊接质量的影响
1 输入热量?
因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:
N = Ep·Ip
式中 N——输出功率,kW;
??Ep——屏压,kV;
??Ip——屏流,A〔1〕?。
当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。
当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。
生产流程
联系人:杨经理,电话:18853178958,天鑫达特钢有限责任公司(江永县分公司)在永州市江永县本地专业从事焊管-快来购买吧,永州市江永县各个县市以及周边湖南省 永州市 零陵区、冷水滩区、祁阳市、东安县、双牌县、道县、江永县、宁远县、蓝山县、新田县城市均可提供送货上门服务!









