


以下是:焊管-来电订购的产品参数焊管-来电订购,天鑫达特钢有限责任公司(黔西南市分公司)专业从事焊管-来电订购,联系人:杨经理,电话:18853178958、18853178958,QQ:18853178958,发货地:钢材市场,以下是焊管-来电订购的详细页面。 贵州省,黔西南布依族苗族自治州 黔西南州黄金分布广,储量大,品质高,2005年,被中国黄金协会命名为“中国金州”黔西南州山川秀丽,气候宜人,文化底蕴深厚,清代乾隆年间创办了的笔山书院。州府兴义人杰地灵,涌现出张之洞、王伯群、王文华、何应钦、刘显世等大批人物。
焊管-来电订购产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
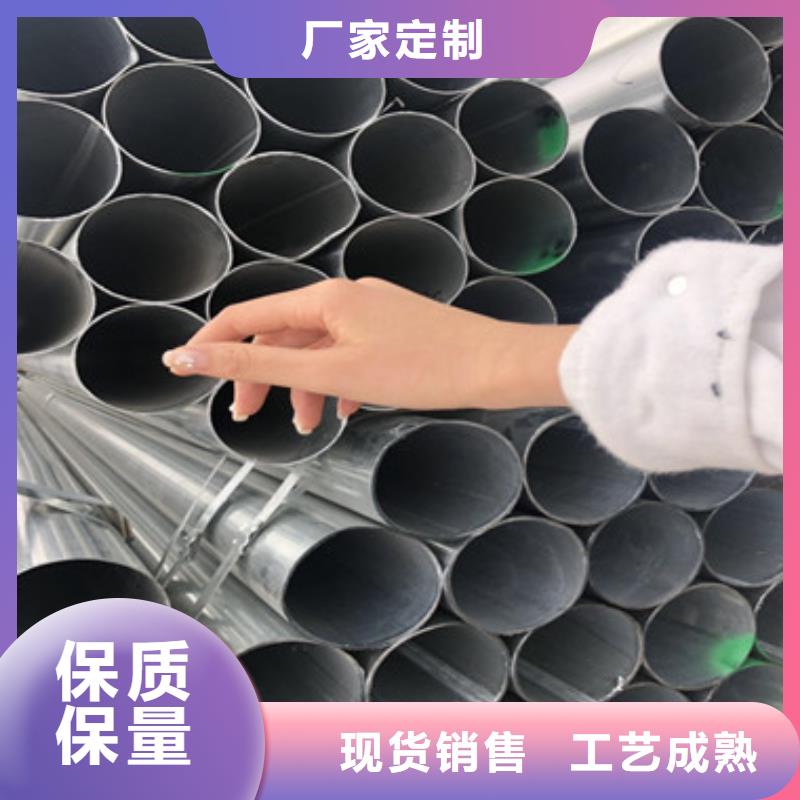
以下是:焊管-来电订购的图文介绍贵州黔西南山东天鑫达特钢有限责任公司坚持“以科技为依托,以市场为导向,以质量求生存,以信誉求发展”的一贯宗旨,将质量品牌作为强大实力后盾,始终为客户提供的 H型钢厂家产品和服务,坚持“以人为本”的发展理念,自主培养、社会吸取高等人才,使 H型钢厂家产品质量和技术方面处于行业带头地位。先后研发出一系列新工艺、新技术以提高产品质量和性能。
生产工艺编辑
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙焊接要求,管,错边量和焊缝间隙都严格控制。
(7)内焊和外焊均采用电焊机进行单丝或双丝埋弧焊接,从而焊接。
(8)焊完焊缝均经过连续超声波自动伤仪检查,保证了螺旋焊缝无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格首检制度,检查焊缝力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
山东天鑫达特钢有限责任公司是一家集贸易、仓储、加工,送于一体专业钢材贸易公司,坐落于风景秀丽、素有“泉城”美誉山东省济南市,与大明湖相邻,环境优美,公司与几家大型钢材企业建立了长期合作关系,货源充足,价格合理,服务周到。直接让利于客户,为客户提供超值服务。
主要生产经营:角钢、槽钢、H型钢、H型钢、焊管、直缝焊管、螺旋管、镀锌管、无缝管、工字钢、镀锌槽钢、镀锌角钢、合金管、不锈钢管、方矩管、方管、光伏支架、球扁钢等产品。
公司以良好信誉、优质产品、雄厚实力、低廉价格享誉30多个省、市、自治区、直接市及国外,产品深得客客户信赖。通过本公司全体成员不懈努力,公司不断发展,公司资金雄厚,运作丰富,在钢材界树立了一定知名度和美誉度。是诚信企业和济南市知名企业之一,属济南市骨干企业。随时欢迎您来本公司洽谈采购,我们一定让您高兴而来、满意而归!
联系人:刘经理 真诚期待与您合作!
焊接强度和稳定性区别
1.1 拉脱力试验: 大于200MPa 或者钢管部分撕裂
1.2焊缝宽度: 大于翅片厚度 即焊着率>99%1.3焊接强度稳定性: 每班首件做焊接试样 达到2.1 或者2.2的要求
1.4 焊缝抗弯曲试验: 翅片左右弯曲20度 向左向右弯曲两次 焊缝无裂纹
1.5 锤击试验: 平行于钢管敲击翅片上部 直到翅片脱落 翅片本身不得断裂
1.6 如果试验失败 必须启用退火功能
热影响区区别
用显微镜配合微硬度计测量
钢管热影响区深度小于0.5mm
产品尺寸精度区别
3.1 翅片段全长 -1mm ~ +1mm 分段运动精度 -0.5mm ~ +0.5mm
3.2 片距 -0.2mm ~ +0.2mm
3.3 翅片和钢管垂直度 -1度 ~ +1度
3.4 同组对焊翅片平面度 -0.2mm ~ +0.2mm翅片本身厚度公差引起的高度差除外
3.5 同组对焊翅片高度差 -0.2mm ~ +0.2mm 翅片本身尺寸公差引起的高度差除外
3.6 双管中心距离公差 -0.5mm ~ +0.5mm
3.7在同样钢管材料, 同样片距和片数条件下, 不同小口径焊管焊接后长度变化一致
焊接速度区别
基管外径25~51 翅片厚度2mm 每对焊接时间小于3秒 (不包括上下料时间和退火时间)H型薄壁焊管省煤器技术原理 H型薄壁焊管,亦称H型肋片管,也有称蝶片管的,它是把两片中间有圆弧的钢片对称地与光管焊接在一起形成鳍片(肋片或蝶片),正面形状颇像字母“H”,故称为H型薄壁焊管。 H型薄壁焊管的两个鳍片为矩形,近似正方形,其边长约为光管的2倍。属扩展的受热面。 H型薄壁焊管采用闪光电阻焊工艺方法,其焊接后焊缝熔合率高,焊缝抗拉强度大,具有良好的热传导性能。 H型薄壁焊管还可制造成双管的“双H”型薄壁焊管,其结构的刚性好,可以应用于管排较长的场合。结构形式:基本形式为“H”型及双“H”型 。
随着我国经济的持续发展,大力发展能源行业,长输油气管线是能源保障的重要方式,在输油(气)管线防腐施工过程中,薄壁焊管表面处理是决定管线防腐使用寿命的关键因素之一,它是防腐层与薄壁焊管能否牢固结合的前提。经研究机构验证,防腐层的寿命除取决于涂层种类、涂覆质量和施工环境等因素外,薄壁焊管的表面处理对防腐层寿命的影响约占50%,因此,应严格按照防腐层规范对薄壁焊管表面的要求,不断探索和总结,不断改进薄壁焊管表面处理方法。
螺旋钢管在厂之前做机械性能试验和压扁试验以及扩试验,并要达到规定要求。直缝钢管检测如下:
1、从表面上判断,也就是在外观检验。焊接接头外观检验是一种手续简便而又用广泛检验,是成品检验一个重要内容,主要是发现焊缝表面缺陷和尺寸上偏差。一般通过观察,借助样板、量规和放大镜等工具进行检验。若焊缝表面现缺陷,焊缝内部便有存在缺陷可能。
2、物理检验:物理检验是利用一些物理现象进行测定或检验。材料或工件内部缺陷情况检查,一般都是采用无损探伤。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。
3、受压容器强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作容器和管道焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后产品不用排水处理,对于排水困难产品尤为适用。但试验危险性比水压试验大。进行试验时,必须遵守相技术措施,以防试验中发生事故。
用途编辑
螺旋钢管主要用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是二个重点产品之一。
作输送用:给水、排水。作气体输送用:煤气、蒸气、液化石气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
24小时询价热线: 联系人:刘经理 真诚期待与您合作!
作!(用市场用真诚服务客户)
公司承诺:同等钢管、钢管价格低。
温馨提示:由于现在市场行情不,实际下单请当天价格。
(1)批零兼营,一支起售。
(2)客户可以随意挑选自己所需长度或其他要求。
(3)提供气割、锯切等套服务。
(4)订、购各类钢厂合同或特殊规格。
(5)调剂本库暂缺规格,省去您奔波采购辛劳。
(6)运输,量大可直发您。
(7)节假日不休息,随到随提。
(8)所售钢管,公司负责跟踪,为您排除后顾之忧 螺旋管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管,
焊管-来电订购,天鑫达特钢有限责任公司(黔西南市分公司)为您提供焊管-来电订购产品案例,联系人:杨经理,电话:18853178958、18853178958,QQ:18853178958,发货地:钢材市场。











