


以下是:焊管实体厂家成本低的产品参数
范围 供应范围覆盖四川省 甘孜市 康定市、泸定县、丹巴县、九龙县、雅江县、道孚县、炉霍县、新龙县、德格县、白玉县、石渠县、色达县、理塘县、巴塘县、乡城县、稻城县、得荣县等区域。 焊管实体厂家成本低,天鑫达特钢有限责任公司(道孚县分公司)专业从事焊管实体厂家成本低,联系人:杨经理,发货地:钢材市场,以下是焊管实体厂家成本低的详细页面。 四川省,甘孜藏族自治州,道孚县 2018年9月25日,获得商务部“2018年电子商务进农村综合示范县”荣誉称号。2019年,道孚县实现地区生产总值134504万元。
想要了解焊管实体厂家成本低产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:焊管实体厂家成本低的图文介绍
粗糙度太小会造成防腐层附着力及耐冲击强度下降。对于严重的内部点蚀,不能仅靠大颗粒磨料高强度冲击,还必须靠小颗粒打磨掉腐蚀产物来达到清理效果,同时合理的配比设计不仅可减缓磨料对管道及喷嘴(叶片)的磨损,而且磨料的利用率也可大大提高。通常,钢丸的粒径为0.8~1.3 mm,钢砂粒径为0.4~1.0 mm,其中以0.5~1.0 mm为主要成分。砂丸比一般为5~8。
应该注意的是在实际操作中,磨料中钢砂和钢丸的理想比例很难达到,原因是硬而易碎的钢砂比钢丸的破碎率高。为此,在操作中应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,而且掺人的新磨料中,钢砂的数量要占主要的。
4.4除锈速度
薄壁焊管的除锈速度取决于磨料的类型和磨料的排量,即单位时间内磨料施加到薄壁焊管的总动能E及单颗粒磨料的动能E1。式中: m ——磨料的喷(抛)量;
V ——磨料运行速度; 1、清洗利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
2、工具除锈
主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
3、酸洗
一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
m1——单颗粒磨料的质量。
甘孜道孚山东天鑫达特钢有限责任公司是一家以 H型钢厂家为主打产品的 H型钢厂家生产厂家,甘孜道孚山东天鑫达特钢有限责任公司汇集了一批代表本行业水平的生产、管理人才,造就了一支团结奋进、严明的团队。
焊管实体厂家成本低
生产工艺编辑
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙焊接要求,管,错边量和焊缝间隙都严格控制。
(7)内焊和外焊均采用电焊机进行单丝或双丝埋弧焊接,从而焊接。
(8)焊完焊缝均经过连续超声波自动伤仪检查,保证了螺旋焊缝无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格首检制度,检查焊缝力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
直缝焊管表面淬火回火热处理通常用感应加热或火焰加热的方式进行。主要技术参数是表面硬度、局部硬度和有效硬化层深度。硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。试验力(标尺)的选择与有效硬化层深度和直缝焊管表面硬度有关。这里涉及到三种硬度计。
维氏硬度计是测试热处理湖南直缝焊管表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是的,可分辨出热处理工件表面硬度的微小差别。另外,有效硬化层深度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理湖南直缝焊管的单位,配备一台维氏硬度计是有必要的。
表面洛氏硬度计也是十分适于测试表面淬火工件硬度的,表面洛氏硬度计有三种标尺可以选择。可以测试有效硬化深度超过0.1mm的各种表面硬化湖南直缝焊管。尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理湖南直缝焊管进行快速无损的逐件检测。这一点对于湖南直缝焊管加工和机械制造工厂具有重要意义。
当表面热处理硬化层较厚时,也可采用洛氏硬度计。当热处理硬化层厚度在0.4~0.8mm时,可采用HRA标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺。
维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。相应的换算表在国际标准ISO、美国标准ASTM和中国标准GB/T中都已给出。
零件如果局部硬度要求较高,可用感应加热等方式进行局部淬火热处理,这样的湖南直缝焊管通常要在图纸上标出局部淬火热处理的位置和局部硬度值。湖南直缝焊管的硬度检测要在指定区域内进行。硬度检测仪器可采用洛氏硬度计,测试HRC硬度值,如热处理硬化层较浅,可采用表面洛氏硬度计,测试HRN硬度值。焊接钢管
焊接钢管:
焊接钢管
焊接钢管
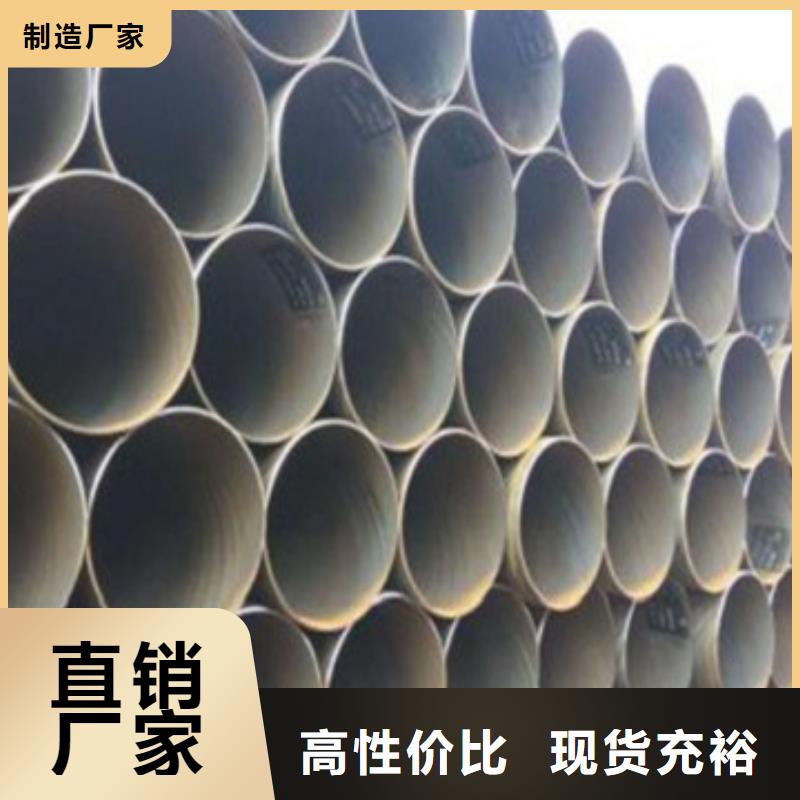
也叫焊管,它是由钢带切割成窄钢条,然后用模具冷加工裹成管状。然后专用焊机接着将一条管缝焊接。外焊缝打磨光亮。一般的焊管的内毛刺不打的。只有精密焊管才打内毛刺。
防腐蚀分:焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械、制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
焊管实体厂家成本低_天鑫达特钢有限责任公司(道孚县分公司),固定电话:【18853178958】,移动电话:【18853178958】,联系人:杨经理,钢材市场 发货到 四川省 甘孜市 康定市、泸定县、丹巴县、九龙县、雅江县、道孚县、炉霍县、新龙县、德格县、白玉县、石渠县、色达县、理塘县、巴塘县、乡城县、稻城县、得荣县。











