
以下是:焊管质量好_服务好的产品参数焊管质量好_服务好,天鑫达特钢有限责任公司(兰州市分公司)为您提供焊管质量好_服务好的资讯,联系人:杨经理,电话:【18853178958】、【18853178958】,发货地:钢材市场。 甘肃省,兰州市 2012年,国务院批复西北地区新区兰州新区,明确把建设兰州新区作为深入实施西部大开发战略的重要举措,并于2020年将兰州发展为西北地区现代化大都市。2017年,《兰州—西宁城市群发展规划》明确把兰州—西宁城市群培育发展成为支撑国土和生态格局、维护西北地区繁荣稳定的重要城市群。
为了让您更地了解我们的焊管质量好_服务好产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:焊管质量好_服务好的图文介绍
山东天鑫达特钢有限责任公司是一家集贸易、仓储、加工,送于一体专业钢材贸易公司,坐落于风景秀丽、素有“泉城”美誉山东省济南市,与大明湖相邻,环境优美,公司与几家大型钢材企业建立了长期合作关系,货源充足,价格合理,服务周到。直接让利于客户,为客户提供超值服务。
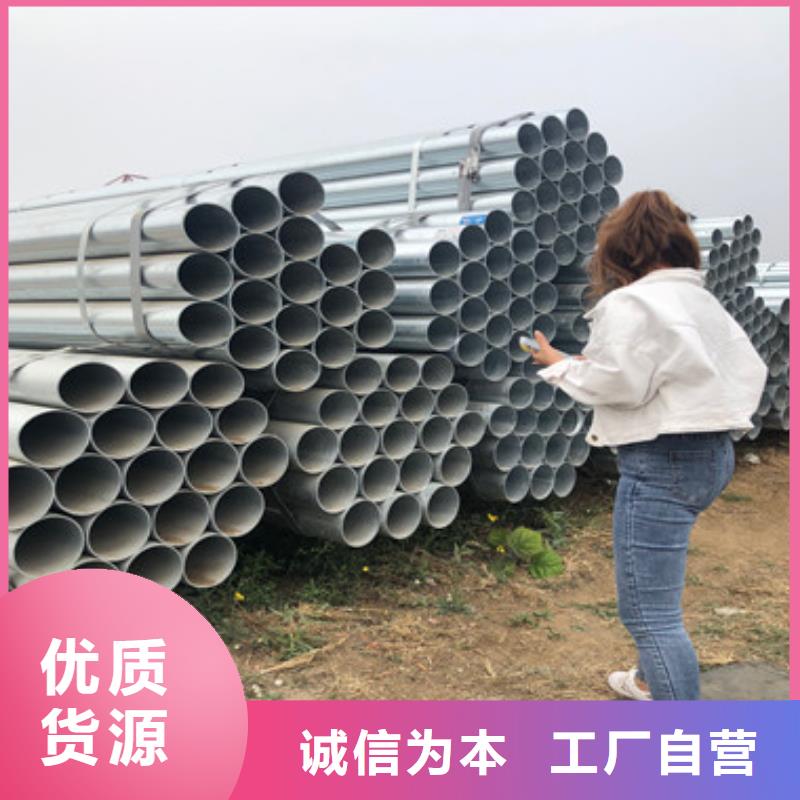
主要生产经营:角钢、槽钢、H型钢、H型钢、焊管、直缝焊管、螺旋管、镀锌管、无缝管、工字钢、镀锌槽钢、镀锌角钢、合金管、不锈钢管、方矩管、方管、光伏支架、球扁钢等产品。
公司以良好信誉、优质产品、雄厚实力、低廉价格享誉30多个省、市、自治区、直接市及国外,产品深得客客户信赖。通过本公司全体成员不懈努力,公司不断发展,公司资金雄厚,运作丰富,在钢材界树立了一定知名度和美誉度。是诚信企业和济南市知名企业之一,属济南市骨干企业。随时欢迎您来本公司洽谈采购,我们一定让您高兴而来、满意而归!
联系人:刘经理 真诚期待与您合作!
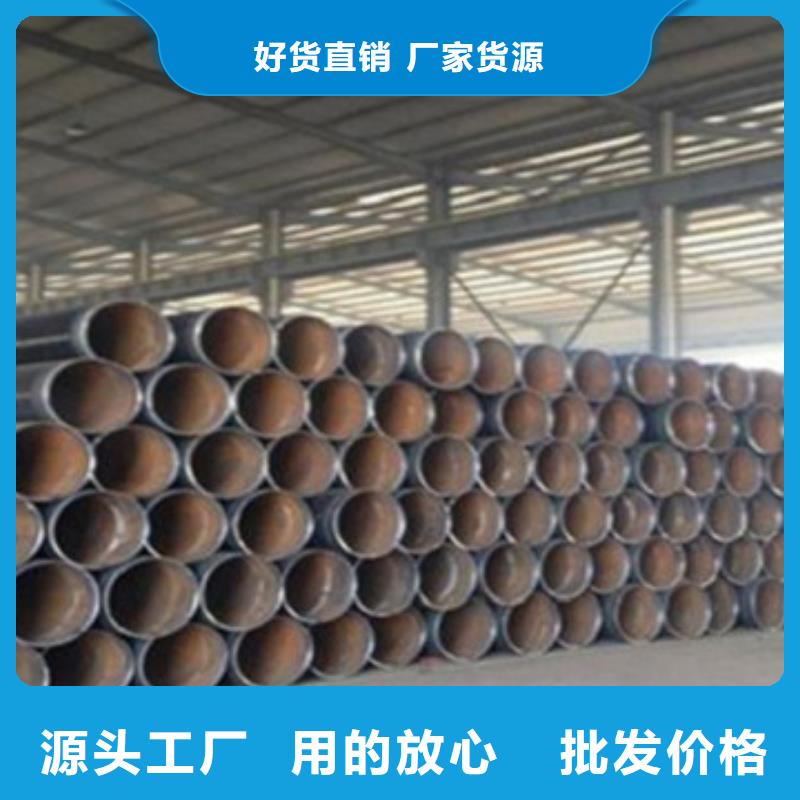
6、一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。 [2]
淬火回火编辑
直缝焊管表面淬火回火热处理通常用感应加热或火焰加热的方式进行。主要技术参数是表面硬度、局部硬度和有效硬化层深度。硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。试验力(标尺)的选择与有效硬化层深度和直缝焊管表面硬度有关。这里涉及到三种硬度计。
维氏硬度计是测试热处理湖南直缝焊管表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是的,可分辨出热处理工件表面硬度的微小差别。另外,有效硬化层深度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理湖南直缝焊管的单位,配备一台维氏硬度计是有必要的。
表面洛氏硬度计也是十分适于测试表面淬火工件硬度的,表面洛氏硬度计有三种标尺可以选择。可以测试有效硬化深度超过0.1mm的各种表面硬化湖南直缝焊管。尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理湖南直缝焊管进行快速无损的逐件检测。这一点对于湖南直缝焊管加工和机械制造工厂具有重要意义。
当表面热处理硬化层较厚时,也可采用洛氏硬度计。当热处理硬化层厚度在0.4~0.8mm时,可采用HRA标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺。
维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。相应的换算表在国际标准ISO、美国标准ASTM和中国标准GB/T中都已给出。
零件如果局部硬度要求较高,可用感应加热等方式进行局部淬火热处理,这样的湖南直缝焊管通常要在图纸上标出局部淬火热处理的位置和局部硬度值。湖南直缝焊管的硬度检测要在指定区域内进行。硬度检测仪器可采用洛氏硬度计,测试HRC硬度值,如热处理硬化层较浅,可采用表面洛氏硬度计,测试HRN硬度值。焊接钢管
工厂直供,规格齐全,超大仓储,量大从优,加工定制,24小时咨询热线电话
为什么选择我们
厂家直供
质量好
规格齐全
超大仓储
贴心服务
用心做好 H型钢厂家,服务好每个客户,质量可靠,严格把控经久耐用,放心购买。诚信为本的服务理念赢得广大客户的信任和好评 ,公司重信用,守合同保证产品质量。
焊接压力?
焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物和金属氧化物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。?
由于管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。
3 焊接速度?
焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在高频焊管时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。?
因此在高频焊管时,应在机组的机械设备和焊接装置所允许的速度下,根据不同规格品种选择合适的焊速。
4 开口角?
开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。?
减小开口角时,边缘之间的距离也减小,从而使邻近效应加强,在其它条件相同的情况下便可增大边缘的加热温度,从而提高焊接速度。开口角如果过小时,将使会合点到挤压辊中心线的距离加长,从而导致边缘并非在温度下受到挤压,这样便使焊接质量降低,功率消耗增加。?
实际生产经验表明,可移动导向辊的纵向位置来调整开口角大小,通常在2~6°之间变化。在导向辊不能纵向调整的情况下,可用导向环厚度或压下封闭孔型来调整开口角的大小。
选购焊管质量好_服务好来甘肃省兰州市找天鑫达特钢有限责任公司(兰州市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:杨经理-【18853178958】,地址:[钢材市场]。








