

以下是:专业生产制造酸洗钝化的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品牌 天津无缝钢管 凤宝 包头 临沂 产地 山东 天津 包头 规格 18-329mm 用途 流体管道 钢结构 长度 7m-12m 范围 供应范围覆盖山东省 济宁市 枣庄市、东营市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 任城区、微山县、鱼台县、金乡县、嘉祥县、汶上县、泗水县、梁山县、曲阜市、兖州区、邹城市等区域。 专业生产制造酸洗钝化,汇鑫源管业(济宁市分公司)为您提供专业生产制造酸洗钝化的资讯,联系人:李经理,发货地:开发区辽河路东首。 山东省,济宁市 2022年,济宁市地区生产总值完成5316.9亿元、同比增长4.4%。
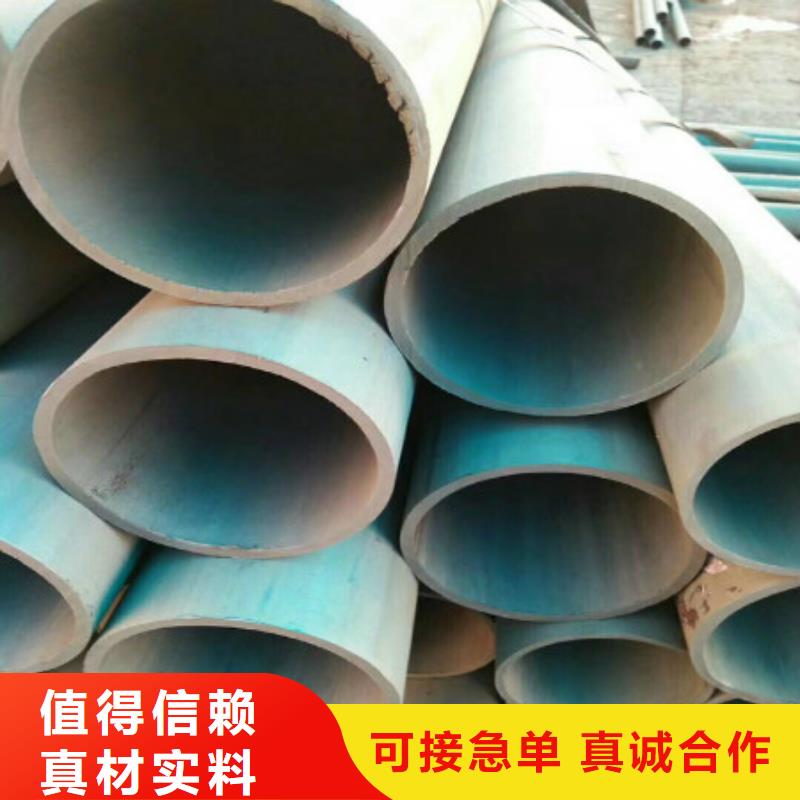
专业生产制造酸洗钝化的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。以下是:专业生产制造酸洗钝化的图文介绍
公司经营理念:“同样得产品比质量、同样得价格比质量、同样得价格比服务、同样得服务比荣誉。专业酸洗钝化、磷化、造化各种钢管,对钢管酸洗加工、防锈处理。经过长期不懈的努力,工艺不段改进,技术日渐提高,产品质量可靠。热诚欢迎广大客户来人、来电咨询。 钢工件表面钝化处理的方法是在常温下,将配制好的钝化液,用毛刷刷到钢工件需要钝化处理的部分,按钢工件需要在通风条件下存放时间来控制存入或取出。使钢工件表面生成一层有氧化铁组成的钝化膜,因为氧化层有一定的厚度,就使钢工件表面成为钢——氧化铁复合材料,用来降低钢工件在运动或受热挤压时的温升;缓解钢工件的热疲劳性粘结、剥落。 酸洗纯化处理可按以下步骤进行: 去油→酸洗→冷水冲洗→钝化→冷水冲洗→吹干。
酸洗优点: 盐城酸洗钝化无缝钢管联系操作简单,经济实惠,防止金属腐蚀生锈的产生。特别适用于制冷、液压等设备用管道用管。钢工件表面钝化处理的方法是在常温下,将配制好的钝化液,用毛刷刷到钢工件需要钝化处理的部分,按钢工件需要在通风条件下存放时间来控制存入或取出。使钢工件表面生成一层有氧化铁组成的钝化膜,因为氧化层有一定的厚度,就使钢工件表面成为钢——氧化铁复合材料,用来降低钢工件在运动或受热挤压时的温升;缓解钢工件的热疲劳性粘结、剥落。 钝化处理 钝化处理是化学清洗中 一个工艺步骤,是关键一步。锅炉经酸洗、水冲洗、漂洗后,金属表面很清洁,非常活化,很容易遭受腐蚀,所以必须立即进行钝化处理,使清洗后的金属表面生成保护膜,减缓腐蚀
山东济宁汇鑫源管业有限公司本着重合同、守信用的原则,竭诚为用户提供优良的 球墨铸铁管产品,真诚的服务,促进用户与浩大钢板库的共同繁荣,为中国乃至世界 球墨铸铁管事业的发展做出新的、更大的贡献。
秉承诚信、稳健、创新的价值观,甘于服务、善尽责任,人品、精品、责任是我们永远的追求,以客户管理系统为平台,构建客户满意的服务体系。
山东汇鑫源专业从事各行业金属表面处理化学品研发、生产和销售的高科技产业中心,常年专业酸洗钝化各种管材。汇鑫源技术力量雄厚,拥有自主知识产权,酸洗钝化(磷化)处理无缝钢管具有专业的新产品研发能力;酸洗钝化无缝钢管中心所研制生产的高新科技产品覆盖国内各省市自治区,具有进出口经营权。汇鑫源拥有两个生产基地和一个维护团队,拥有高精尖机械设备,先进完善的分析检测设备了产品质量。完善的售前、售中、售后系统,也为客户放心使用产品提供了有利的保障。合理的价格、可靠的质量和优质的,为我们在客户中赢得了誉,并取得了一致的认可和好评。
那么进行响应裂纹以后就是进行切割,切割的长度大约都在一米左右,切割完成以后才会进入退火流程。在退火的时候,有一个关键就是要进行酸洗,那么在酸洗的时候,工人要注意自身的问题。在进行酸洗的时候,要注意钢管表面的起泡情况,如果泡泡起的太多的话,那么就说明这个钢管的质量达不到要求。相比之下热轧就显得简单的多了,就只需要在热轧的状态下进行热处理就可以进行交货了,所以在流程上就简单了很多(2)酸洗 可采用H2SO4 15%,硫脲0.1%,40~60℃或用HCl 20%,六次甲基四胺1~3g/L,20~40℃进行酸洗。加入缓蚀剂可防止基体过腐蚀及减少铁基体吸氢量。 脱脂及酸洗处理不好会造成镀层附着力不好,镀不上锌或锌层脱落。 (3)浸助镀剂 也称结合剂,可保持在浸镀前工件具有一定活性,以增强镀层与基体结合。NH4Cl 15%~25%,ZnCl2 2.5%~3.5%,55~65℃,5~10min。为减少NH4Cl挥发可适当加入甘油。 (4)烘干预热 为了防止工件在浸镀时由于温度急剧升高而变形,并除去残余水分,防止产生爆锌,造成锌液爆溅,预热一般为120~180℃。 (5)热镀锌要控制好锌液温度、浸镀时间及工件从锌液中移出的速度。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量,锌耗大,甚至无法施镀。 在同一温度下,浸镀时间长,镀层厚。不同温度,要求同样的厚度时,高温浸镀所需时间长。 一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。有些工厂对大工件及铸铁件采用较高温度,但要避开铁损高峰的温度范围。为了提高在较低温度下热浸镀液的流动性,防止镀层过厚,并提高镀层外观,常常加入0.01%~0.02%的纯铝。铝要少量多次加入。 (6)整理 镀后对工件整理主要是去除表面余锌及锌瘤,用震动或手工方法均可。 (7)钝化目的是提高工件表面抗大气腐蚀性能,减少或延长白锈出现时间,保持镀层具有良好的外观。都用铬酸盐钝化,如Na2Cr2O7 80~100g/L,硫酸3~4ml/L。 (8)冷却一般用水冷,但温度不可过低,保持水温在30-70度,防止工件,特别是铸件由于激冷回缩产生基体组织开裂。 (9)检验镀层外观光亮、细致、无流挂、皱皮现象。厚度检验可采用涂层测厚仪,方法比较简便。也可通过锌附着量进行换算得到镀层厚度。结合强度可采用弯曲压力机,将样件作90~180°弯曲,应无裂纹及镀层脱落。也可用重锤敲击检验。
选购专业生产制造酸洗钝化来山东省济宁市找汇鑫源管业(济宁市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-【13863570611】,地址:[开发区辽河路东首]。










