


以下是:不锈钢碳素复合管厂家直销的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品牌 俊邦金属 材质 201/304 产地 山东 不锈钢碳素复合管厂家直销,俊邦金属材料有限公司(保定分公司)为您提供不锈钢碳素复合管厂家直销的资讯,联系人:张经理,电话:0527-88266888、17768165506,QQ:502309354,发货地:开发区工业园。 河北省,保定市 2022年,保定GDP为3880.3亿元。(不含雄安新区及定州市)
走进真实的场景,感受产品的独特魅力!我们的不锈钢碳素复合管厂家直销视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:不锈钢碳素复合管厂家直销的图文介绍
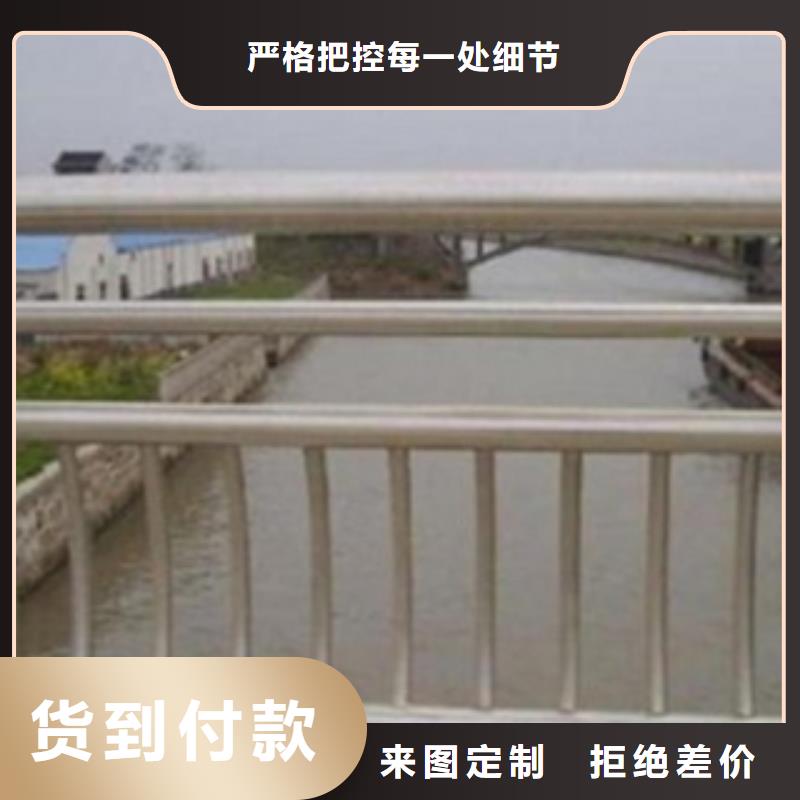
随着 不锈钢复合管护栏工艺技术的飞跃发展,我厂在保持原有技术的条件下,吸收消化技术,引进的生产设备,一直以来以好的质量,周到的服务赢得了广大用户的信赖和好评。 在不断的发展中,河北保定俊邦金属材料有限公司健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!河北保定俊邦金属材料有限公司坚持“以人为本、以质取胜”的企业理念,“一切以 不锈钢复合管护栏市场为导向,一切以客户满意为目标”的经营宗旨,我们公司将不断推出新的 不锈钢复合管护栏产品,不断求新、求实、发展,真诚希望新老朋友客户进行广泛合作,互惠互利、共同发展!
焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。
不锈钢碳素复合管厂家直销,俊邦金属材料有限公司(保定分公司)为您提供不锈钢碳素复合管厂家直销产品案例,联系人:张经理,电话:0527-88266888、17768165506,QQ:502309354,发货地:开发区工业园。










