


以下是:连云港铸造件电解抛光设备新配方的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 36KG/桶 类型 不锈钢抛光去毛刺去除焊点增强抗腐蚀能力 颜色 淡绿色 品牌 张家港灯鼎科技 型号 DD-204 可定制 是 使用寿命 3-5年 范围 供应范围覆盖湖北省 宜昌市 武汉市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 西陵区、伍家岗区、点军区、猇亭区、夷陵区、远安县、兴山县、秭归县、宜都市、当阳市、枝江市等区域。 连云港铸造件电解抛光设备新配方,前海灯鼎实业(宜昌市分公司)为您提供连云港铸造件电解抛光设备新配方的资讯,联系人:楚先生,发货地:宝安区沙井镇。 湖北省,宜昌市 宜昌市,湖北省域副中心城市、长江中游城市群重要成员、宜荆荆都市圈核心重要成员“世界水电之都”湖北省辖地级市,古称夷陵。长江三峡起始地,素有“三峡门户”、“川鄂咽喉”之称在湖北省乃至全国创造了多个。介于东经110°15'~112°04'、北纬29°56'~31°34'之间,地处中国中部、湖北西南部、长江上游和中游的分界处;截至2022年,全市辖5个市辖区、代管3个县级市、3个县、2个自治县,总面积2.1万平方千米;2022年末,宜昌市常住人口392.00万人。
我们为您呈现了一部精彩绝伦的连云港铸造件电解抛光设备新配方产品视频,让您感受产品的独特之处。
以下是:连云港铸造件电解抛光设备新配方的图文介绍
好多人问电解抛光液如何保护,下面张家港灯鼎科技有限公司的楚先生告诉大家电解抛光液应该如何保护? 1,电解抛光液上面为什么有好多脏东西? 回答:电解抛光产品时前处理没有做好,在电解产品时一定把产品上面的油和锈处理干净,不然电解时这些东西会飘在电解液上,会严重的影响电解液的寿命,以及电解抛光的质量。 2,电解液不使用时为什么电解液液面会逐渐上升 回答:因为电解液属于强酸性电解液,在不适用的情况下,电解液吸收空气中的水蒸气,所以液面会逐渐上升,不适用的情况下盖上,因为电解液吸收水,电解液浓度必定下降,影响抛光质量以及抛光液寿命3,电解抛光时为什么时而导电时而不导电? 回答:二个原因:一,挂具有可能跟产品接触不牢固,挂具有可能与跟阳极铜棒接触不牢固,没有电流。二,阴极铜板上有铜绿出现,影响导电效果。4, 电解液用了半年,电解的质量下降的原因?回答:2个原因:一,没有定期的补加电解液。二,没有定期的清洗电解液底部的污垢。5,工件抛光后表面有白色的条纹是怎么回事?原因分析:溶液相对密度太大,液体太稠,相对密度大于1.82。解决方法:增大溶液的搅拌程度,如果溶液相对密度太大,用水稀释至1.72。在90~100℃条件下并加热一小时。6.为什么抛光后表面有阴阳面,及局部无光泽的现象?原因分析:工件放置的位置没有与阴极对正,或工件互相有屏蔽。解决方法:将工件进行适当的调整,使工件与阴极的位置适当,使电力分布合理。7.抛光后工件表面平整光洁,但有些点或块不够光亮,或出现垂直状不亮条纹,一般是什么原因引起的?原因分析:可能是抛光后期工件表面上产生的气泡未能及时脱离并附在表面或表面有气流线路。
解决方法:提高电流密度,使析气量加大以便气泡脱附,或提高溶液的搅拌速度,增加溶液的流动。
湖北宜昌前海灯鼎实业有限公司位于湖北宜昌,交通便利,是湖北宜昌主要的【电解抛光设备】厂家。多年来我们一直致力于各种规格的:【电解抛光设备】生产研发销售。
此外,我公司还以质优价廉的【电解抛光设备】产品和周到贴心的服务打开了企业信誉和【电解抛光设备】市场占有率,受到广大消费者的青睐,在此我们诚挚欢迎各界客商随时光临我厂参观指导。
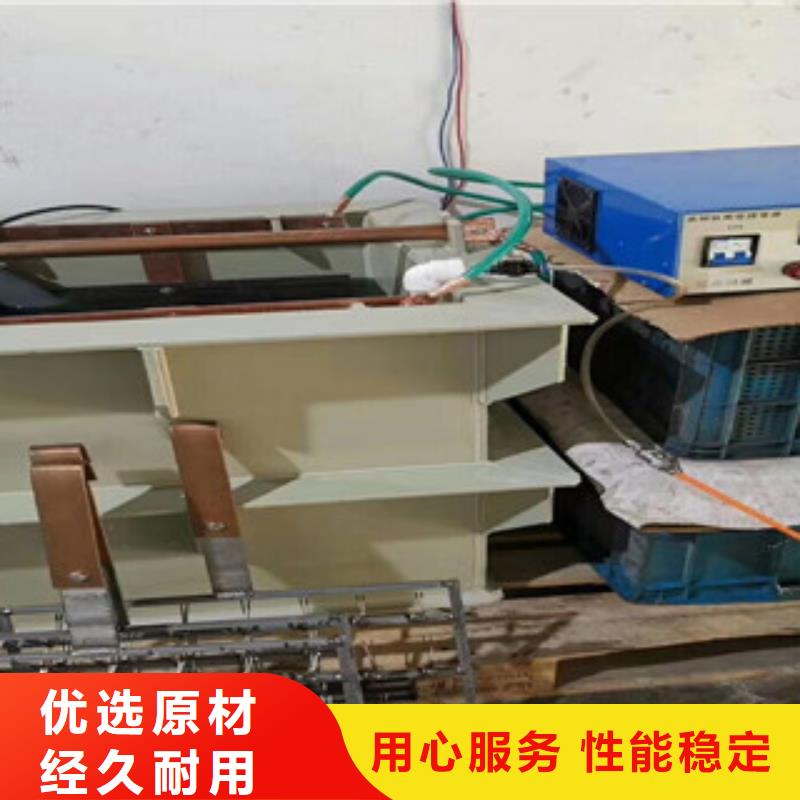
电解抛光加工定义 电解抛光机配合电解液、电解槽、电解电源、铅板、加热管等,对不锈钢、铜、铝等金属进行抛光处理,从而美化金属表面,使金属表面达到镜面效果。电解抛光主要应用于不锈钢制品的自行车配件、门窗、五金配件、复合管、医疗器械、水处理设备等领域,特别是对于一些异形件,机械抛光无法操作的工件,有很好的取代作用。在工业生产中,电解抛光是应用很广的抛光工艺,经过不断的发展,电解抛光工艺也日趋成熟,无论是在亮度,还是应用领域上,都达到了前所未有的程度。电解抛光的工序:化学去油→水洗→酸洗→水洗→化学抛光→水洗→电解抛光→水洗→钝化→水洗→烘干→检验。
下面灯鼎楚经理为大家解析电解抛光常见的故障以及排除方法:1)新配置的电解液抛光后有点状的腐蚀出现,这主要是电解液配置后通电量不足,要继续通电电解处理呈微绿色(俗称老化处理)。2)新配置的电解液抛光面光泽不够理想,这是由于镍离子不足以及温度太低造成的,可以提高抛光温度可解决问题。3)零件凹穴部分和挂具接触点附近有黑灰的的影形式由于零件的接触点与夹具间的有遮挡而切断了该部位上的电力线所致。只要改善调整正接触位置,祛除遮挡即可解决。4)零件边缘有色条纹影或波纹,是由于电解液中阳极电流太小,电解抛光时间太长,电解液温度过高所致。只要缩短抛光时间,降低槽液的温度即可。5)抛光后的零件表面模糊是由于电解液的密度太大,清洗不够。调整密度,用热水清洗。6)出槽时抛光件表面有较大的凹坑和裂纹,原因是原表面本身有缺陷,粗糙度低。应加强毛坯的检查。7)出槽时发现抛光面有缺口,特别是夹具与零件接触点附近和交界处的缺口,这是由于接触夹具与零件没有夹牢造成电火花击穿。只有将夹具与零件接触紧才可避免击穿现象发生。8)零件出槽后悔发现抛光面上有密集而均匀的麻点,通常平面较多,而侧面较少,这是由于槽内的硫酸较多,阳极电流密度太大,温度太高,电解液密度太小造成。只要相应提高磷酸的含量,降低阳极电流的密度或降低温度即可解决。
您是想要在湖北省宜昌市采购高质量的连云港铸造件电解抛光设备新配方产品吗?前海灯鼎实业(宜昌市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的连云港铸造件电解抛光设备新配方产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:楚先生-【17768165506】,地址:《宝安区沙井镇》。











