


以下是:挣钱就发电源质量上乘厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 公司名称 灯鼎电源生产厂家 出厂日期 2020至2026年 试用行业 电镀、电解、氧化、电源、电铸 保修时长 12至36个月 挣钱就发电源质量上乘厂家,不锈钢电解抛光厂(银川分公司)为您提供挣钱就发电源质量上乘厂家产品案例,联系人:姚先生,电话:【0527-88266222】、【17768165506】,发货地:宝安区沙井街道共和社区福和路先欲兴大厦604。 银川市 银川市地处中国西北地区、宁夏平原中部,介于北纬37°29′~38°53′,东经105°49′~106°53′之间,东踞鄂尔多斯西缘、西依贺兰山,黄河从市境穿过。地形分为山地、平原两大部分,属温带大陆性气候。银川是古丝绸之路商贸重镇,宁夏的军事、政治、经济、文化、科研、交通和金融中心,宁蒙陕甘毗邻地区中心城市,沿黄城市群核心城市,中蒙俄、新亚欧大陆桥经济走廊核心城市,是向西开放的窗口。
我们为您准备了挣钱就发电源质量上乘厂家产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
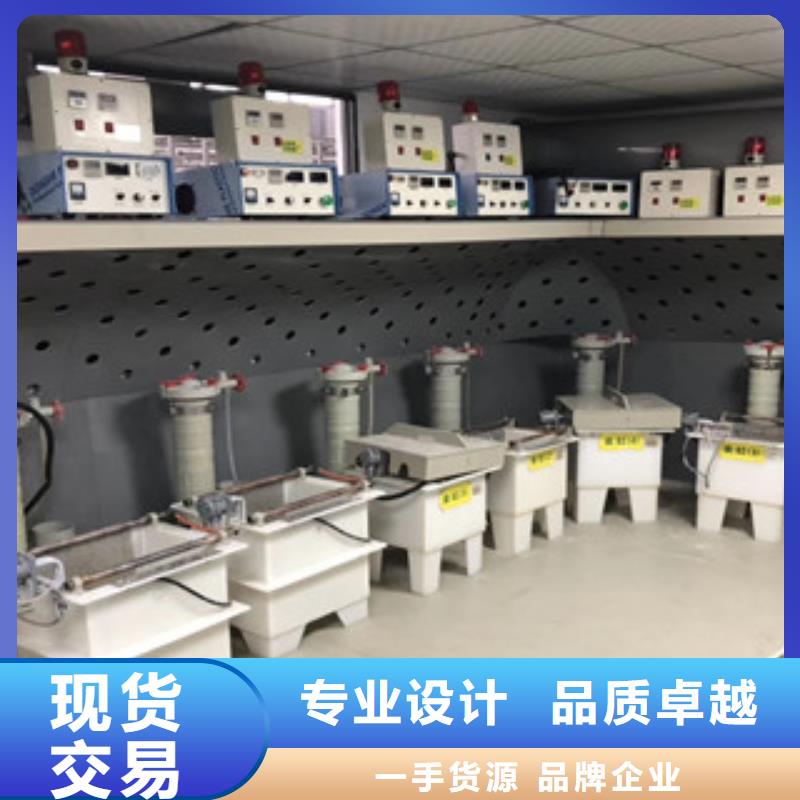
以下是:挣钱就发电源质量上乘厂家的图文介绍未来,宁夏银川不锈钢电解抛光厂会在全国经济快速发展的同时,以优质的 不锈钢电解抛光产品质量,诚信合作的工作态度,熟练的业务,更好的发展壮大企业规模,与时俱进。竭诚欢迎海内外新老客户光临指导真诚期盼与您的合作!
2.4 表面有浮灰①染色溶液温度偏高:当染色溶液温度偏高时,上色速度加快,结果酸性元青中分子较小的酸性橙Ⅱ成分“捷足先登”因而引起酸性元青中的另一成
分酸性蓝黑IOB被“排挤在外”,从而产生浮灰。所获得的染色层也因此而显得偏红。
②阳极化溶液温度偏高:当阳极化溶液温度偏高时,氧化膜的溶解速度加快,结果所生成的氧化膜因溶解而产生粉末状物质,也就是“浮灰”。
为避免高温季节浮灰加重,维持阳极化溶液的温度在正常的工艺规范之内,以确保产品质量。
可以用以下解决方法:
A.调整工作班次:将白天班改为夜间班,一般情况下夜间气温比白天低5~10℃。
B.多槽轮流工作:经一次或多次阳极化后,因焦耳效应,溶液温度上升,当超过工艺允许的温度时应停止工作,让其自然冷却,下一槽的工件在另一
只阳极化槽中进行,这样轮流操作既不影响生产,又可避开高温溶液时对阳极化膜的影响。
C.更换大容积槽子:增大阳极槽的容积,对于加工同样表面积的工件,溶液的升温度会相应减缓。
D.减少一次装载量:槽内装载量减少后,阳极时产生的焦耳热亦相应减少,可降低溶液的升温速度。
E.继息式工作:当溶液温度超过允许值时停止工作,待温度降至工艺范围时再继续工作。
F.水冷法:宜用井水,因井水具有冬暖夏凉的特点,能起到一定的控温作用;而水塔上的储备水是冬凉夏暖,不适宜作冷却水用。
1 整流器的基本原理及类型
1.1 传统硅整流器
硅整流器使用历史长,技术成熟,目前是整流器主流产品。
1.1.1 整流电路。工业生产中一般采用三相调压器调压,50Hz三相工频变压器降压的普通硅整流器。各种整流电路获得的均是脉动直流电,不是纯直流,或多或少地含有交流成分。为了比较脉动成份的多少,可用纹波系数来表示,其含义为交流成份在直流成分中占的百分比,其数值越小,交流成份越少,越接近纯直流。
各种整流电路的波动系数不同。其由大到小的次序为:三相半波整流、三相全波桥式整流或带平衡电抗器的六相双反星形整流。其中后者工作时整流元件并联导通,波形为平滑,整流效率较高,工作也较为可靠,时为常用的一种。
为了获得低纹波输出,则必须采用滤波或其它特殊措施。利用电容、电感贮能元件进行滤波,是将脉动直流转变为较为平滑的直流的常用措施。但实际生产中,除试验用的小型整流器之外,工业生产基本上不进行滤波。特殊情况可使用大电感。电容在低电压、大电流情况下不适用于滤波。电容滤波,对工频整流只适合于非常小功率的整流电源。例如输出10A的单相全波整流器,要达到低纹波输出,其滤波电容要达0.1F以上。随着频率的提高,所需电容量减小。
可控硅利用改变可控硅管导通角来调整输出平均直流大小的普通可控硅整流器,可控硅管输出的是间断脉冲波,其纹波系数的受导通角控制,输出纹波系数大于普通硅整流电路。特别是在使用电流低于额定电流较大的情况下,输出波形脉动系数更大。
一、检修与维护
在整流器使用过程中,用户根据机器工作环境,定期进行清扫,检查。按如下步骤:
A、打开机箱前,须断开外接电源30分钟后进行。
B、打开机箱后,清扫各部分的尘埃,可用干布或毛刷,也可用压缩空气吹拭,但注意气压不可过高,以免损坏元器件。
C、检查电源是否正常检查空气开关分断是否可靠。
D、检查风扇工作是否异常,有无杂声。
E、检查输出铜排有无氧化现象,要及时进行清理。
F、检查螺丝,螺帽有无松动等。
G、水冷式开关电源,如有发现机器有水流出,应检查水路中是否漏水,应拧紧卡簧。根据所使用的水质状况,定期进行清洗。
二、 问题与对策
在电源的使用过程中,如果出现故障,请按以下方式进行检测。由于安装或操作不当造成的简单故障用户可以自己排除这些故障;属电源本身质量问题仔细检查后请与本厂联系,不建议用户自己修理电源。
水冷高频开关电源在长期不使用的应把水箱的水吹干,以防止下次在使用时堵塞。
为了提高电镀硬铬产品的质量和合格率,使产品的性能达到稳定性和均匀性。特制定如下工艺流程和要求:一)、硬铬工艺流程:
机械预处理→预除油→上挂具→安装屏蔽物→除油→水洗→除锈→水洗→阳极腐蚀→镀硬铬→水洗→卸屏蔽物和挂具
1、 机械预处理:
机械精加工:后一道磨痕要细,是它很容易抛光掉(不然磨痕会在镀铬时引起麻点和气痕)。
2、 预除油:
三氯乙烯或过氯乙烯除油。
3、 上挂具:
选择或制造适合的挂具安装。
4、 安装屏蔽物:
安装辅助阴极和辅助阳极、在不要镀铬的部位涂漆和蜡或包裹塑料薄膜。
5、 除油:
用专用除蜡水除油。
6、 水洗:
水洗需彻底:零件润湿需均匀。
7、 除锈:
用15%-20%的稀硫酸溶液除锈。
8、 阳极腐蚀:
阳极腐蚀工艺:铬酐120-350 g/l,
硫酸:10 g/l,
阴极:与镀铬阳极同,
温度:与镀铬温度相同,
电流:30-50A//dm2,
时间:视基体而定。
9、 镀铬:
给电前预热:使零件温度接近或等于镀液温度。
给电方式:铸铁件镀铬先用冲击电流电镀,然后再恢复到正常电流密度;合金钢件镀铬采用阶梯式给电;铬上镀铬先进行阳极浸蚀然后阶梯式给电。二)、槽液的要求及控制:
1、槽液的成份及工艺条件:
CrO3: 240-260g/l
H2SO4: 2.4-3.0g/l
Cr3+: 2.2-2.8g/l
温度: 50-55℃
阴极电流密度: 25-35A/dm2
S阴极面积:S阳极面积 1:2.5-3
2、每周对槽液进行两次分析,控制槽液在工艺范围内。
3、根据化验结果补加材料,要求溶解好后加入镀槽中,并做好记录。
在宁夏银川采购挣钱就发电源质量上乘厂家请认准不锈钢电解抛光厂(银川分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:姚先生-【17768165506】,地址:宝安区沙井街道共和社区福和路先欲兴大厦604)。










