


以下是:梅花管厂家-更专业的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 20#45#10#16Mn20Cr40Cr20CrMoQ235B20G20CrMoTi 产地 聊城 规格 国标、非标 仓库所在地 聊城 计重方式 过磅 质量等级 在天津市宝坻区采购梅花管厂家-更专业请认准晟旭兴金属材料有限公司(宝坻分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:田美杰-17768165506,QQ:491278394,地址:开发区崂山路2号)。 天津市,宝坻区 2022年,宝坻区地区生产总值444.12亿元。
不要满足于简单的文字描述,点击我们的梅花管厂家-更专业产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:梅花管厂家-更专业的图文介绍
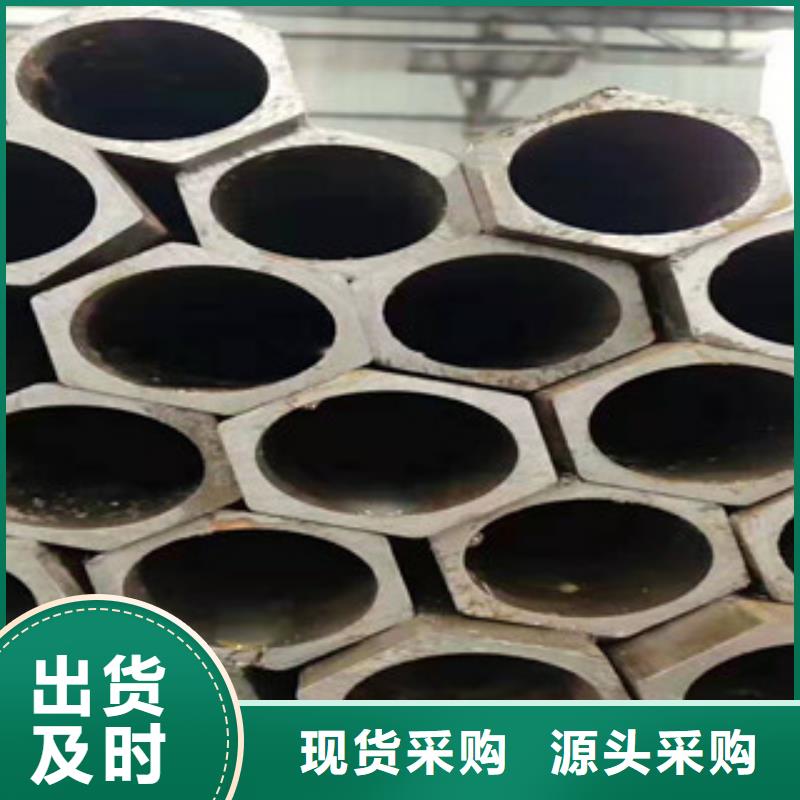
六角钢管厂家在对六角钢管进行加工的时候,通常会为了让产品可以在各种不同情况下都能保证质量,就需要控制一些方面来应对这些情况。在操作冷拔机或者是矫直机之前,需要先把工作场所的垃圾全部都清理干净,要保持工作台的一个情节,而且在作业之前还要检查各个轴承的出油量,以及各转动轴轴孔里面还有多少油,要是没有达到规定的高度则就要先把润滑油加好。加工的时候要严格按照冷拔机的说明进行一定的操作,对于那种超过了冷拔尺寸的产品是补鞥呢进行加工的,因为如果强制操作会对冷拔机造成损伤的。另外就是模具要是经过了长时间的使用,然后导致磨损就需要换新的了,这样才能保证产品的生产质量是合格的。
而说到的在六角钢管厂家对冷拉方钢进行加工的时候,需要控制的主要几个方面就是六角钢管应力控制,冷拔率测定控制要求,还有不同炉批的冷拔控制,以及冷拔速度控制。像对于几种级别的钢筋还有五号钢在冷吧之后,作为预应力钢筋使用就要控制冷拔应力,但是钢筋冷拔之后经过检查发现冷拔率超过了规定值,那么就还需要进行机械能试验。而以冷拔率控制钢筋冷拔时,控制值要由试验确定。对于那种分不清炉批的钢筋,在进行冷拔的时候就不能用冷拔率控制,而且要冷拔多根连接的钢筋,每根的冷拔率和控制应力都要符合规范规定。如果要让钢筋充分变形,就要适当控制冷拔速度,同时冷拔到规定的应力和冷拔率以后,随即停拉两到三以后再放松结束冷拔,这样可以给钢筋充分变形的时间。
六角钢管焊缝气孔的七点措施
焊缝气孔不但影响六角钢管的焊缝致密性,并且还会成为腐化的诱发点,降低焊缝强度和韧性。焊缝产生气孔的因素,主要包括焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及笼罩厚度,钢板的外貌质量以及钢板边板处置处罚,焊接工艺及六角钢管成型工艺等。
要六角钢管焊缝气孔的产生,我们建议采取以下措施:
(一)焊剂厚度
焊剂的聚集厚度通常为25-45mm,焊剂颗粒度大、密度小时聚集厚度取大值,反之取小值。大电流、低焊速聚集厚度取大值,反之取小值。另外高温天气或周围湿度大时,使用的焊剂应烘干后再利用;
(二)钢板板边处置
钢板板边应设置铁锈和毛刺扫除装置,以避免产生气孔的可能。扫除装置的位置好安置在铣边机和圆盘剪后,装置的布局是一边2个上下位置可调解间隙的自动钢丝轮,上下压紧板边;
(三)减小次级磁场
为了避免磁偏吹的影响,应使工件上焊接电缆的毗连位置尽可能远离焊接终端,防止焊接电缆在六角钢管上发生次级磁场;
(四)元素参与
焊接含有适量的CaF2和SiO2时,会反向吸取大量的H2,产生稳固性很高且不溶于液态金属的HF,从而可以防备氢气孔的形成;
(五)成型工艺
当低落焊接速率或增大电流,从而使得焊缝熔池金属的结晶速率,以便于气体逸出,同时要是六角钢管带钢递送位置不稳固,应实时进行调解,杜绝通过微调前桥或后桥维持成型,造成气体逸出困难;
(六)钢板外貌处置
为防止开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面排除装置;
(七)焊缝形貌
六角钢管焊缝的成型系数过小,焊缝的形状窄而深,气体和混合物不容易浮出,易形成气孔和夹渣。通常焊缝成型系数控制在1.3-1.5,声测管取大值,薄壁取小值。
控制六角钢管出现疤痕的方法
可能很多人都不知道,六角钢管内也会出现疤痕,那么,这些疤痕是什么?这些疤痕就是一个个像黄豆粒大小不一的坑坑洼洼的小坑,里面会出现灰褐色或灰黑色的异物,那么,我们应该如何来有效的控制六角钢管中的疤痕?下面来说八种可以有效控制六角钢管疤痕的方法。
(一)除氧化物剂粉末粒度一般要求在16目左右。
(二)根据六角钢管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的管材喷吹得除氧化物剂量是不同的。
(三)吹扫时间应根据管材直接、长度进行调节,以管材内没有悬浮的金属氧化物再被吹出为标准。
(四)芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取一次水冷却的办法。
(五)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在六角钢管内腔中充分燃烧。
(六)严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
(七)喷嘴高度应根据六角钢管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在管材内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。
(八)喷吹压力应与管材直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从六角钢管内吹走。
天津宝坻晟旭兴金属材料有限公司拥有一批高素质的 无缝钢管管理人才和工程技术人员,配备了成套的先进设备。并在长期的 无缝钢管市场磨练中建立起一套科学的生产管理模式。公司集多年设计、开发、生产经验,所有 无缝钢管产品均严格按照标准制作,工艺清湛,美观耐用,赢得了广大客户的喜爱。
选购梅花管厂家-更专业来天津市宝坻区找晟旭兴金属材料有限公司(宝坻分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:田美杰-17768165506,{QQ:491278394},地址:[开发区崂山路2号]。









