
以下是:绗磨管、绗磨管价格的产品参数
产地 聊城 品牌 九冶 类型 绗磨管 可定制 是 颜色 金属色 绗磨管、绗磨管价格,九冶管业(保定市分公司)为您提供绗磨管、绗磨管价格的资讯,联系人:李经理,电话:【0527-88266888】、【17768165506】,发货地:丁块工业园。 河北省,保定市 保定市,河北省辖地级市,国务院批复确定的京津冀地区中心城市之一。保定市位于河北省中部偏西,太行山东麓,冀中平原西部,地势由西北向东南倾斜。地貌分为山区和平原两大类;地理坐标介于北纬38°14′29″~39°57′3″,东经113°45′32″~116°19′41″之间;东接雄安新区,东南邻沧州市,南接衡水市,西南连石家庄市,西靠山西省,西北与山西省及张家口市交界,北邻北京市,东北与廊坊市毗邻。保定地处京津石金三角,距北京140公里,距天津145公里,距石家庄125公里,总面积1.93万平方千米(不含雄安新区及定州)。截至2022年末,保定市常住人口914.4万(不含雄安新区及定州)。
想要更直观地感受绗磨管、绗磨管价格产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!以下是:绗磨管、绗磨管价格的图文介绍
机械切割采用外部安装和内部安装两种,其采用车刀加工原理对管口进行切断和坡口加工,单机跨度大,可加工厚度大,废料少,无污染,加工过程不产生高温,不影响管道材质,有利于焊接的进行。厚壁无缝钢管切割方式:水切割通过高压泵和金刚砂共同作用加工管道,其切口干净,加工跨度大,但是其效率低,加工厚度受限因素严重。氧气乙炔焰切割,通过调节氧气阀门和乙炔阀,可改变氧气和乙炔的混合比例得到三种不同的火焰:中性焰、氧化焰和碳化焰。离子切割,等离子切割配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、较少的热影响区。
绗磨管要说现在在我们的生活中,无缝钢管大量使用在什么方面,我想必定是使用在运输方面。现在的运输行业里面使用的钢管很多都是无缝钢干中的流体管,听名字也知道这种钢管是使用来运输流体物质的,但是流体管还是可以使用来运输一些可以流动的固体物质。油缸管因为流体管是属于无缝钢管中的一种,所以在很多方面也是保留了无缝钢管的特质,比如流体管也是中空截面的钢材,这种钢管除了大量的使用在运输方面,还大量的使用在结构件和机械零件的制造方面。流体管的成本制造是很便宜的,而且本身的强度也是很高的,在现在的社会已经大量的使用在运输方面。
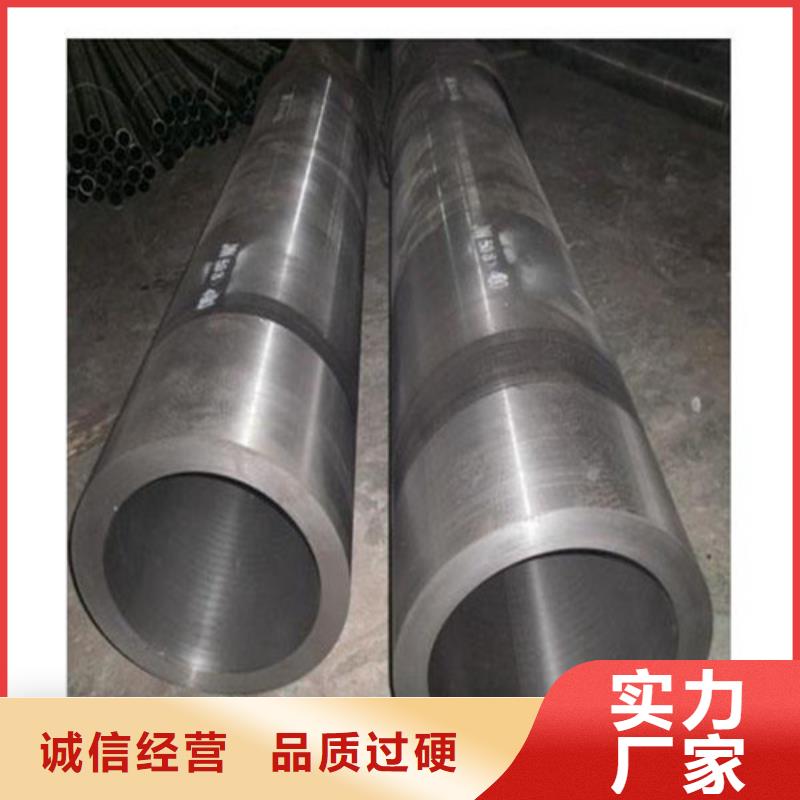
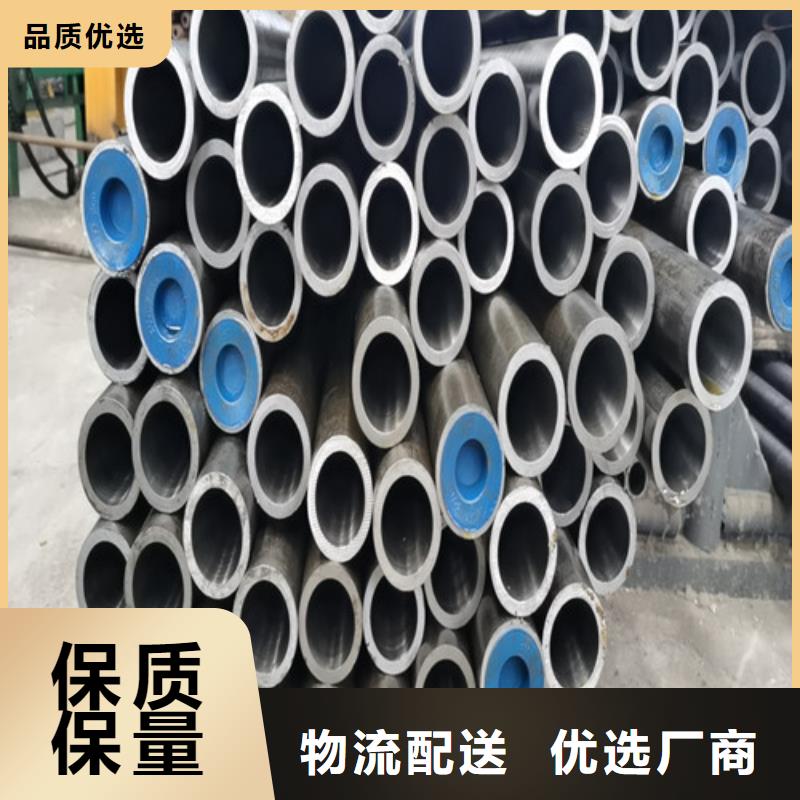
27simn调质绗磨管 先进的生产和检测设备是制造优质产品的必要保证,因此公司十分重视生产装备的现代化确保在行业的领先水平。采用国外先进技术制造的生产设备,轨机精密度高,生产品种规格广泛且规格灵活,较一般自动轨管机组更为先进,同时并配置先进的自动化控制系统及在线质量检测系统。确保了产品质量的稳定和可靠精密无缝钢管是一种通过冷拔或热轧处理后的一种高精密的钢管。由于精密无缝钢管内外壁无氧化层,精密无缝钢管承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以精密钢管、精密无缝钢管、精密光亮管、冷轧精密钢管主要用来生产气动或液压元件的产品,如气缸或油缸,都是用精密无缝钢管27simn绗磨管生产厂所谓调质,一般是指含碳量在0.3-0.6%的中碳钢.一般用这类绗磨管制作的零件要求具有很好的综合机械性能,即在保持较高的强度的同时又具有很好的塑性和韧性,人们往往使用调制处理来达到这个目的,所以人们习惯上就把这一类绗磨管称作调质钢
绗磨管为什么无缝钢管有时候需要酸洗呢?首先大家要了解什么是酸洗:利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。酸洗用酸有硫酸、盐酸、磷酸、硝酸和混合酸等。酸洗过程就是为了去除表面氧化皮,后经过润滑处理(碳素钢-磷皂化,不锈钢-牛油石灰,铜铝管-涂油),用老工艺-镀铜),汽缸管再进行拔制深加工。钢管如果不酸洗、表面可能有氧化物和油污,磷化液核能无法将它们除去,磷化质量会降低。而且钢管在制造过程中,经过多道工序后,如果稍微不注意,都会在钢管表面留下伤痕,使零部件抗 腐蚀性能降低,直接影响使用寿命。为提高钢管抗腐蚀能力,延长产品使用寿命,因此对钢管必须进行酸洗、钝化表面处理,使表面形成一层保护膜。绗磨管现在随着无缝钢管技术的进步和需求量的增加,无缝钢管的种类很多,大家在挑选的时候感觉玲琅满目无从下手。其中就有热扩钢管,总体的来说,热扩钢管只是一种钢管的制造工艺,是把小口径钢管加工成大口径钢管。热扩钢管:首先在钢管的外观上,热扩的是红色的,汽缸管内径里边是又铅粉的。
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。
河北保定九冶管业有限公司位于 绗磨管之都河北保定— 绗磨管产品面向全国销售,产品销往本地及全国各地,尤其在湖北、湖南、河南、河北、广东、广西、四川、贵州、安徽、江西、陕西等20多个省市占有一定的市场,并出口中东、东南亚等多个和地区。
如何给珩磨管设置定压 1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。 2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒尖端切削。因而磨粒尖端负荷大,磨粒易破裂、崩碎而形成新的切削刃。
珩磨管 3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
绗磨管、绗磨管价格_九冶管业(保定市分公司),固定电话:【17768165506】,移动电话:【0527-88266888】,联系人:李经理,丁块工业园 发货到 河北省 保定市 石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、张家口市、承德市、沧州市、廊坊市、衡水市 竞秀区、满城区、清苑区、涞水县、阜平县、徐水区、定兴县、唐县、高阳县、容城县、涞源县、望都县、安新县、易县、曲阳县、蠡县、顺平县、博野县、雄县、涿州市、定州市、安国市、高碑店市、莲池区。
















