

以下是:电解抛光设备支持定制-这里有您想要的的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 36KG/桶 类型 不锈钢抛光去毛刺去除焊点增强抗腐蚀能力 颜色 淡绿色 品牌 张家港灯鼎科技 型号 DD-204 可定制 是 使用寿命 3-5年 电解抛光设备支持定制-这里有您想要的,前海灯鼎实业(大兴安岭市分公司)为您提供电解抛光设备支持定制-这里有您想要的,联系人:楚先生,电话:0527-88266222、17768165506,QQ:858787721,请联系前海灯鼎实业(大兴安岭市分公司),发货地:宝安区沙井镇。 黑龙江省,大兴安岭地区 大兴安岭地区是重点国有林区和天然林主要分布区之一,也是中国的寒温带明亮针叶林区和国内仅存的寒温带生物基因库;在德尔布干和大兴安岭两个成矿带先后发现了漠河砂宝斯岩金矿、新林塔源铅锌矿等一大批大中型矿。
准备好领略电解抛光设备支持定制-这里有您想要的产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:电解抛光设备支持定制-这里有您想要的的图文介绍
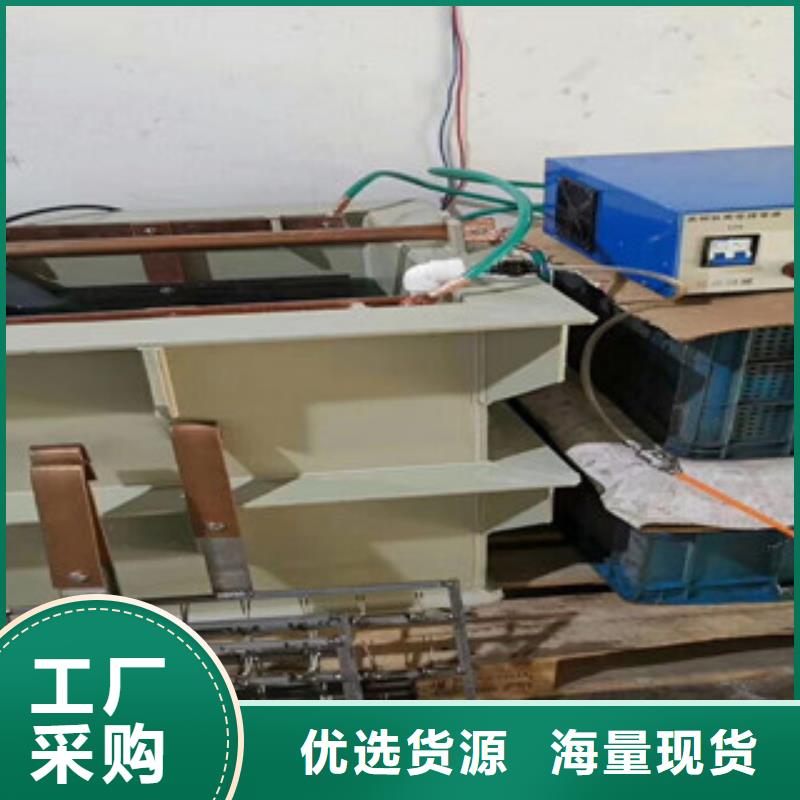
适用材质范围: 1、不锈钢(包括马氏体、奥氏体及铁素体)2、铝及其合金3、铜及其合金4、钢铁件 一般组合包括:整流机+抛光槽+阳极棒+阴极棒+阴极铅板+两级铜线+石英加热器+抛光液+电解挂具(添加时间控制仪+温控仪)。
广泛应用于各类材料器件表面处理,电镀电泳阳极氧化,电解热处理,电解酸洗碱洗除锈脱脂除油,电解抛光,有色稀贵金属和稀土材料是解冶炼,工业水处理种废水电解处理及废弃物的电解回收,精密机械零部件的电解加工,蓄电池和极板充电放电化成检测焊接,金钢石和碳化硅及耐火材料加热电源以及超声波等离子焊割电源。
黑龙江大兴安岭前海灯鼎实业有限公司主营: 电解抛光设备设计、销售、施工团队一体化服务。公司的诚信、实力获得 电解抛光设备业界用户的认可。期待各界朋友莅临参观、指导和业务洽谈我们将以新的机制、新的起点, 电解抛光设备的研究和开发,努力提高公司的素质,增强市场竞争能力。公司一贯在平等互利的基础上同客户建立长期友好的贸易关系, 诚挚期待您的来电、增进友谊,洽谈业务。
不锈钢门花产业越来越受到更多人的青睐,不锈钢电解的应用越来越广泛,电解过程中会遇到许多的问题,比如电解抛光不光亮、电解出来的不锈钢配件表面有条纹、抛光速度慢且电解不均匀,这些都是电解抛光时常见的问题,许多人并不了解电解抛光的原理,因此在实际操作过程中遇到的问题也不知道该怎么去解决,通过上次提到的不锈钢门花电解工艺,知道了不锈钢门花电解的大概程序,下面我们就来看一下电解抛光的原理,通过了解电解抛光的原理我们就会知道在电解抛光过程中该注意哪些问题,才会将不锈钢门花配件电解的更好。电解抛光主要工艺为:除油--水洗--除锈--水洗--电解抛光--水洗--中和--水洗--钝化--包装。通过了解了不锈钢电解抛光的原理和特点,我们可以知道电解中应注意哪些细节问题,这样才能减少消耗,提高加工效率。
二、整流器大小的选择:整流器一般以槽体体积大小为参考选择,一般为槽体积(立方米)X1300A=整流器大小。如2立方米的槽,标配2500或3000A整流器为宜。
三、降温设施:连续式电解或高负荷电解的一定要考虑做好降温设施,一般采用耐酸的塑胶类管(日丰焊接用包铝管)布在槽的一侧(紧贴槽壁,再挂阴极)。降温时可以采用冷水循环方式。因为加温相对易解决,可以采用石英电热管,但在作业过程中温度会随电解放热而不断升温。温度宜控制在50~70变为宜。过高的温度对品质和药剂寿命都会产生不良影响。
四、药剂过滤:想要长期稳定的做好品质,过滤很重要。可以减少药剂在电解过程中溶解的杂质,有助于提高电流效率和品质。防止产生沉积。如:保温杯电解过程中溶解了喷砂的砂粒,如果不过滤则会对光洁度和一致性产生影响,过滤后即可恢复正常。过滤可以采用酸碱过滤泵解决。
五、电解药剂的选择:电解抛光液的选择非常重要、决定了品质的等级。一般市面上老配方铬酸型药剂对操作环境有影响,铬酸的挥发不但刺激皮肤和强烈的刺睥味道。主要还是使用寿命不长,使用温度高,易失效,且电解一段时间后表面成哑白色,没有不锈钢的正常光洁。这方面灯鼎表面处理技术开发有限公司有多款环保无铬的电解抛光液可供选择。灯鼎专业的技术人员会根据您的个性化需求配制合适的药剂。
在黑龙江省大兴安岭市采购电解抛光设备支持定制-这里有您想要的请认准前海灯鼎实业(大兴安岭市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:楚先生-17768165506,QQ:858787721,地址:宝安区沙井镇)。











