
以下是:批发绗磨管的基地的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 产地 聊城 品牌 九冶 类型 绗磨管 可定制 是 颜色 金属色 批发绗磨管的基地,九冶管业(抚顺市分公司)为您提供批发绗磨管的基地的资讯,联系人:李经理,电话:【0527-88266888】、【17768165506】,发货地:丁块工业园。 辽宁省,抚顺市 民国三十四年(1945年),成立抚顺市政府。抚顺市是国务院批复确定的中国重要的能源、原材料工业基地,辽宁重要的工业基地和沈阳经济区副中心城市,抚顺历史悠久,是清王朝的发祥地,“抚顺”之名取自明太祖“抚绥边疆,顺导夷民”之意。抚顺也是雷锋的第二故乡和雷锋精神的发祥地。抚顺市是共和国的工业重镇,新中国的吨铝、吨镁、吨硅、吨特种钢、台机械式挖掘机等均产于此;抚顺是中国的特殊钢生产基地。抚顺也是中国幸福感城市,中国旅游城市和森林城市。市境内有赫图阿拉城、三块石森林公园、红河峡谷漂流、雷锋纪念馆等旅游景点。
为了让您更地了解我们的批发绗磨管的基地,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。以下是:批发绗磨管的基地的图文介绍
油缸管若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行;挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。
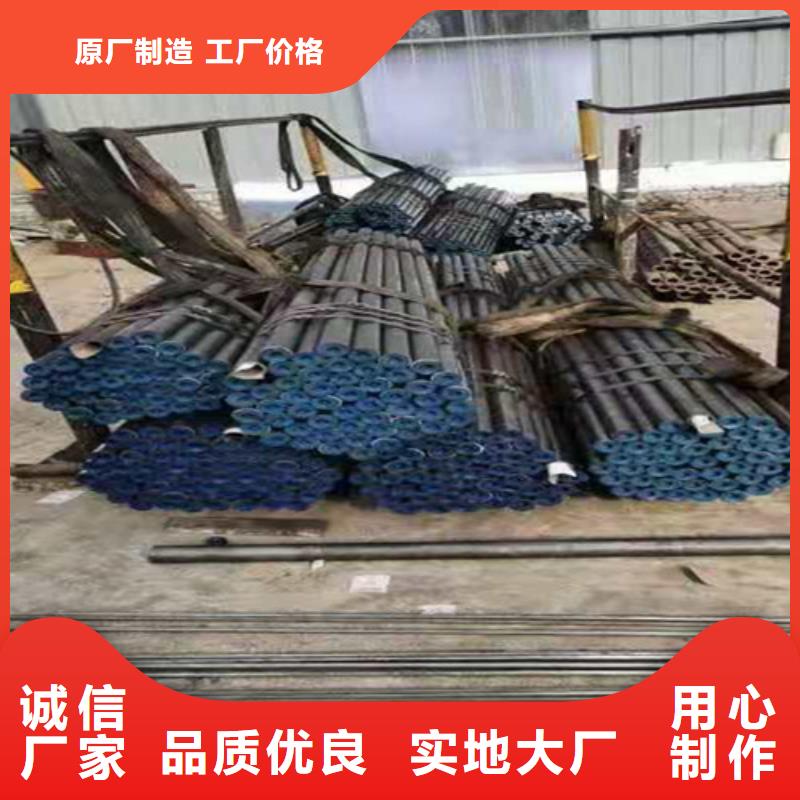
油缸管钢管包装分三种:捆扎、装箱、涂油捆扎或涂油装箱。钢管是一种具有中空截面、周边没有接缝的长条钢材。钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。油缸管用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,已广泛用钢管来制造。
辽宁抚顺九冶管业有限公司主打: 绗磨管等。我厂是集研发,生产销售为一体的大型厂家,工厂位于丁块工业园,拥有一支高素质的 绗磨管营销人员及生产、安装队伍。我们的产品工艺精湛,设计精美,款式新颖,图案美观,色彩丰富,质量上乘,品种繁多,坚固耐磨,实用性强,且融入现代家纺新理念。 联系人:李经理 .
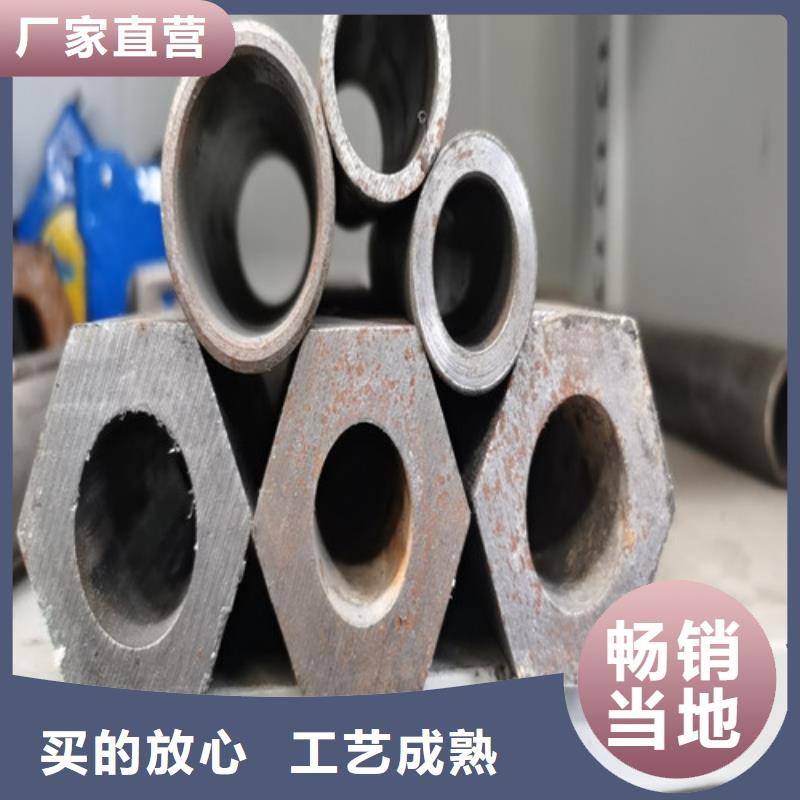
珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。
珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。
厚壁油缸管滚压与绗磨那种工艺精密度高 厚壁油缸管其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;油缸管要承受很大的液压力,因此,应有足够的强度和刚度。厚壁油缸管珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.厚壁油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了厚壁油缸管内壁的耐磨性,同时避免了因磨削引起的烧伤。
如何给珩磨管设置定压 1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。 2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒尖端切削。因而磨粒尖端负荷大,磨粒易破裂、崩碎而形成新的切削刃。
珩磨管 3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
批发绗磨管的基地,九冶管业(抚顺市分公司)为您提供批发绗磨管的基地产品案例,联系人:李经理,电话:【0527-88266888】、【17768165506】,发货地:丁块工业园。













