
以下是:焊管实力厂家生产的产品参数在黑龙江省采买焊管实力厂家生产到天鑫达特钢有限责任公司(黑龙江省分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:杨经理-【18853178958】,地址:《钢材市场》。 黑龙江省 黑龙江地貌特征为“五山一水一草三分田”。地势大致呈西北、北部和东南部高,东北、西南部低,由山地、台地、平原和水面构成;地跨黑龙江、乌苏里江、松花江、绥芬河四大水系,属温带季风气候。黑龙江省位于东北亚区域腹地,是亚洲与太平洋地区陆路通往俄罗斯和欧洲大陆的重要通道,中国沿边开放的重要窗口。黑龙江历史代表文化为“东北文化”。
想知道焊管实力厂家生产产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:焊管实力厂家生产的图文介绍黑龙江山东天鑫达特钢有限责任公司坐落于钢材市场。我厂主要产品有: H型钢厂家等各种产品。我司以好的售后服务,质量和信誉开拓新市场。以此来赢得广大用户的信赖和好评。我厂始终坚持开拓创新,精益求精,产销量逐年增长,成为国内 H型钢厂家的先进企业。为进一步提高 H型钢厂家产品的质量,增加产品的附加值,公司坚持“用户为先”以“优质产品优惠价格真诚合作”的宗旨为国内外客户服务。
防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。 [1]
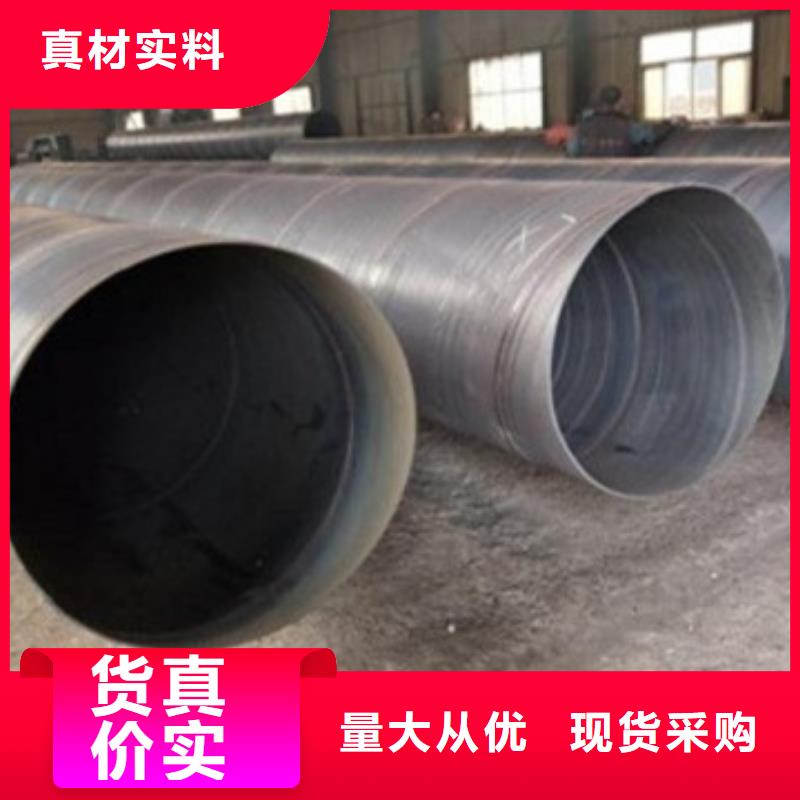
带钢边缘质量的好坏将影响高频感应的加热结果,从而影响焊缝的质量。在管坯成型后应保证带钢两边缘平行,否则会出现尖角效应,从而影响焊缝质量。直缝焊管,用热轧或冷轧钢板或钢带卷焊制成的钢管在焊接设备上进行直缝焊接得到的管子都叫直缝焊管。(由于钢管的焊接处成一条直线故而得名)。2019年1月11日,在一次行业会议上,有业内人士表示,对于2019年钢市行情,既不盲目悲观,也不过分看好。2018年,钢价在前10个月明显上行,同年11月份钢价大跌。尽管如此,粗钢产量仍增长6.7%。对此,钢材行业人士直言道:“虽然2018年11月份~12月份钢厂效益不好,但前10个月亮眼。毫不夸张地说,钢厂产品基本日产日销,有些钢厂用1年时间赚了10年钱。”从宏观层面看,“暖”风不断。许宏称,今年将继续推广对小微企业实施普惠性税收减免;副连维良表示,要加大基础设施力度;副行长朱鹤新表示,要为实体经济提供足够支持。1月初,决定下调机构存款金率1个百分点;1月17日,以利率开展了4000亿元逆回购操作。这对钢市运行将产生利好。
感应器及阻抗器的放置位置
5.1感应器的放置位置
?感应器的放置位置(距挤压辊中心线的距离)对焊接质量影响很大。距挤压辊中心线较远时,有效加热时间长,热影响区宽,使焊缝强度降低;反之边缘加热不足,也使焊缝强度降低。感应器应与管同心放置,其前端与挤压辊中心线距离大约等于或小于管径(小管是1.5倍的管径)为状态。
5.2 阻抗器的放置位置
阻抗器(磁棒)的放置位置不但对焊接速度有很大影响,而且对焊接质量也有影响。如图2所示[2]。
6 管坯的几何尺寸及形状要求6.1焊管坯的几何尺寸
管坯的宽度和厚度偏差大,会改变边缘的加热温度和挤压量,合格的产品必须要求管坯的宽度和厚度在公差范围之内。
6.2管坯形状及相接形式
如果管坯边缘存在挠曲、镰刀弯及波皱等现象,通过成型机时就会偏离孔型中心,造成带钢两边弯曲。轧辊调整不良也会造成带钢跑偏或管坯扭曲等缺陷,造成影响焊接质量或根本无法焊接的后果。
管坯两端焊接时要求两端全部厚度相接,管坯两边缘不但要平直而且要平行。纵剪带钢时圆盘剪刃间隙过大或刀刃磨损严重造成带钢边缘毛刺过大,也易产生焊接后裂纹。
焊接压力?
焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物和金属氧化物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。?
由于管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。
3 焊接速度?
焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在高频焊管时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。?
因此在高频焊管时,应在机组的机械设备和焊接装置所允许的速度下,根据不同规格品种选择合适的焊速。
4 开口角?
开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。?
减小开口角时,边缘之间的距离也减小,从而使邻近效应加强,在其它条件相同的情况下便可增大边缘的加热温度,从而提高焊接速度。开口角如果过小时,将使会合点到挤压辊中心线的距离加长,从而导致边缘并非在温度下受到挤压,这样便使焊接质量降低,功率消耗增加。?
实际生产经验表明,可移动导向辊的纵向位置来调整开口角大小,通常在2~6°之间变化。在导向辊不能纵向调整的情况下,可用导向环厚度或压下封闭孔型来调整开口角的大小。
今年在黑龙江省购买焊管实力厂家生产有了新选择,天鑫达特钢有限责任公司(黑龙江省分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的焊管实力厂家生产产品。如需购买或咨询,请随时联系我们,联系人:杨经理-【18853178958】,地址:钢材市场。









