


以下是:焊管工厂-厂家的产品参数焊管工厂-厂家_天鑫达特钢有限责任公司(金昌市分公司),固定电话:18853178958,移动电话:18853178958,联系人:杨经理,QQ:18853178958,钢材市场 发货到 甘肃省 金昌市 兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市 。 甘肃省,金昌市 金昌市于1981年设市,因境内金川区、永昌县合称金昌而得市名。为缘矿兴企、因企设市,因盛产镍被誉为“祖国的镍都”。是古丝绸之路重要节点城市,河西走廊主要城市之一,设有金昌海关,金昌机场、兰新铁路、金武高速、金阿铁路等为骨架的立体化交通网络比较完善,是“西气东输”“西油东输”“西电东送”能源通道,境内有鸳鸯池遗址、骊靬古城遗址等旅游景点。2011年,被评为卫生城市,2014年1月,城乡建设部命名为园林城市。2015年,被评为全国文明城市。批新型城镇化综合试点地区。2020年10月,被评为全国双拥模范城(县)。2023年被评为第四批社会信用体系建设示范区。
想要直观了解焊管工厂-厂家产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
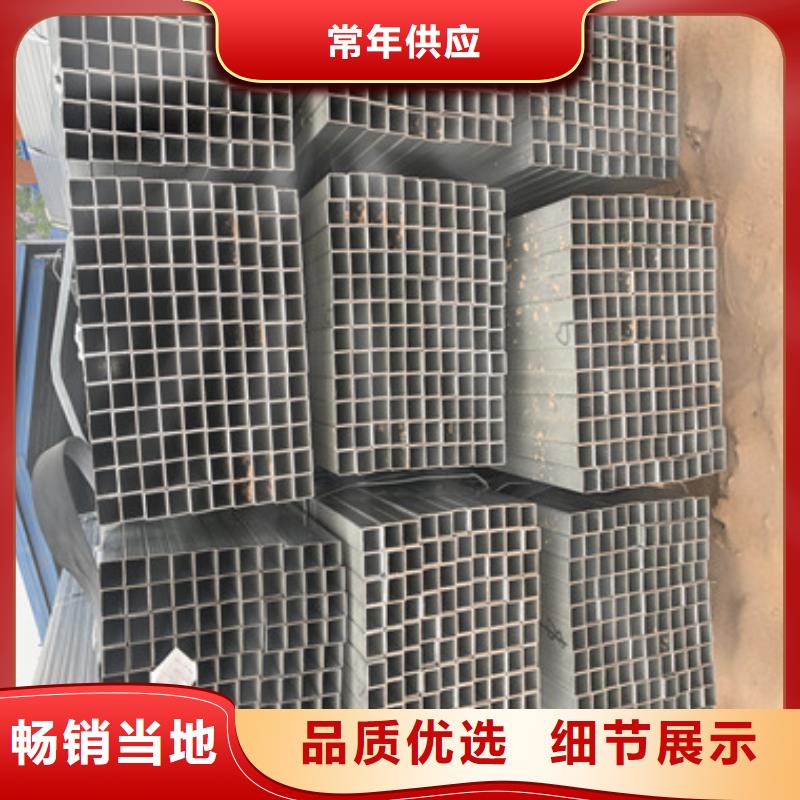
以下是:焊管工厂-厂家的图文介绍
原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。
(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
6、一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。 [2]
淬火回火编辑
直缝焊管表面淬火回火热处理通常用感应加热或火焰加热的方式进行。主要技术参数是表面硬度、局部硬度和有效硬化层深度。硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。试验力(标尺)的选择与有效硬化层深度和直缝焊管表面硬度有关。这里涉及到三种硬度计。
维氏硬度计是测试热处理湖南直缝焊管表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是的,可分辨出热处理工件表面硬度的微小差别。另外,有效硬化层深度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理湖南直缝焊管的单位,配备一台维氏硬度计是有必要的。
表面洛氏硬度计也是十分适于测试表面淬火工件硬度的,表面洛氏硬度计有三种标尺可以选择。可以测试有效硬化深度超过0.1mm的各种表面硬化湖南直缝焊管。尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理湖南直缝焊管进行快速无损的逐件检测。这一点对于湖南直缝焊管加工和机械制造工厂具有重要意义。
当表面热处理硬化层较厚时,也可采用洛氏硬度计。当热处理硬化层厚度在0.4~0.8mm时,可采用HRA标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺。
维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。相应的换算表在国际标准ISO、美国标准ASTM和中国标准GB/T中都已给出。
零件如果局部硬度要求较高,可用感应加热等方式进行局部淬火热处理,这样的湖南直缝焊管通常要在图纸上标出局部淬火热处理的位置和局部硬度值。湖南直缝焊管的硬度检测要在指定区域内进行。硬度检测仪器可采用洛氏硬度计,测试HRC硬度值,如热处理硬化层较浅,可采用表面洛氏硬度计,测试HRN硬度值。焊接钢管
3.7在同样钢管材料, 同样片距和片数条件下, 不同小口径焊管焊接后长度变化一致
焊接速度区别
基管外径25~51 翅片厚度2mm 每对焊接时间小于3秒 (不包括上下料时间和退火时间)H型薄壁焊管省煤器技术原理 H型薄壁焊管,亦称H型肋片管,也有称蝶片管的,它是把两片中间有圆弧的钢片对称地与光管焊接在一起形成鳍片(肋片或蝶片),正面形状颇像字母“H”,故称为H型薄壁焊管。 H型薄壁焊管的两个鳍片为矩形,近似正方形,其边长约为光管的2倍。属扩展的受热面。 H型薄壁焊管采用闪光电阻焊工艺方法,其焊接后焊缝熔合率高,焊缝抗拉强度大,具有良好的热传导性能。 H型薄壁焊管还可制造成双管的“双H”型薄壁焊管,其结构的刚性好,可以应用于管排较长的场合。结构形式:基本形式为“H”型及双“H”型 。
随着我国经济的持续发展,大力发展能源行业,长输油气管线是能源保障的重要方式,在输油(气)管线防腐施工过程中,薄壁焊管表面处理是决定管线防腐使用寿命的关键因素之一,它是防腐层与薄壁焊管能否牢固结合的前提。经研究机构验证,防腐层的寿命除取决于涂层种类、涂覆质量和施工环境等因素外,薄壁焊管的表面处理对防腐层寿命的影响约占50%,因此,应严格按照防腐层规范对薄壁焊管表面的要求,不断探索和总结,不断改进薄壁焊管表面处理方法。
甘肃金昌山东天鑫达特钢有限责任公司拥有几十名专业技术人才、熟练的生产和工程施工人员。并获得相关资质,是一家专业从事 H型钢厂家设计、制作、销售于一体的厂家。全心致力于科研成果转化为产品的销售与服务。 我们的宗旨是兢兢业业为顾客提供性价比高的 H型钢厂家及周到的服务。全体员工本着“诚信强企,人品造牌”的我公司信念,以缔造物美价廉的产品为己任,不断促使我们进行技术革新、产品创新,以良好有效的 H型钢厂家产品和无微不至的服务来回报社会和百姓。
在甘肃省金昌市采购焊管工厂-厂家请认准天鑫达特钢有限责任公司(金昌市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:杨经理-18853178958,QQ:18853178958,地址:钢材市场)。









