
以下是:焊管、焊管厂家的产品参数焊管、焊管厂家,天鑫达特钢有限责任公司(汕尾市分公司)专业从事焊管、焊管厂家,联系人:杨经理,电话:【18853178958】、【18853178958】,发货地:钢材市场,以下是焊管、焊管厂家的详细页面。 广东省,汕尾市 东晋咸和六年(331年),置海丰县。隋开皇十一年(591年),属循州。明清,属惠州府。1956年1月,隶属惠阳专区;1959年3月22日,划归汕头专区;1983年12月22日,划归惠阳地区管辖;1988年,设立汕尾市。截至2022年10月,汕尾市辖1个市辖区、2个县,代管1个县级市。汕尾市是全国13块红色革命根据地之一,中国个县级苏维埃政权诞生地,广东一个全域革命老区,全市4个县(市、区)均为一类革命老区县;汕尾背山面海,交汇融合闽南文化、潮汕文化、客家文化、广府文化,在地理和文化上自成一派,形成了特色鲜明的“海陆丰文化”。地方传统戏剧有正字戏、西秦戏、白字戏。孕育彭湃、谢非、陈炯明、陈其尤、黄鼎臣、马思聪、钟敬文、杨成志、柯麟、彭士禄、黄旭华等人士。汕尾市拥有中国大陆的滨海澙湖——品清湖,红场星火、玄武灵声、有凤来仪、遮浪奇观、金厢银滩、莲峰叠翠、五坡正气、南万椎涛等“汕尾八景”。
简约而不简单,我们的焊管、焊管厂家产品视频将用直观的方式展示产品的核心价值。
以下是:焊管、焊管厂家的图文介绍
广东汕尾山东天鑫达特钢有限责任公司 H型钢厂家产品用户覆盖全国,远销东北三省、内蒙、甘肃、云南、贵州、四川、两广等地区,在周边省份市场占有率达到60%以上,受到用户的好评。公司产品在国内 H型钢厂家市场占有重要地位。公司贯彻“与时俱进、开拓进取、脚踏实地、勇攀新高”的企业方针,围绕“做精做大做强”的思路,在未来三年时间内,朝着1000w销售目标而奋斗。
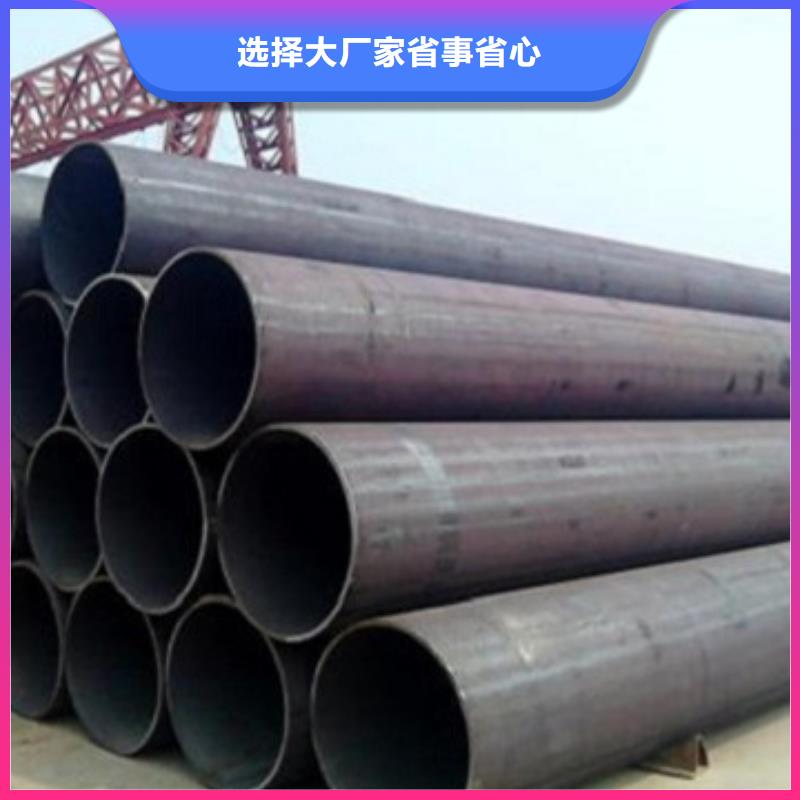
生产工艺流程主要取决于产品品种,从原料到成品需要经过一系列工序,完成这些工艺过程需要相应的各种机械设备和焊接、电气控制、检测装置,这些设备和装置按照不同的工艺流程要求有多种合理布置,高频焊管典型流程:纵剪―开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。
质量影响编辑
高频焊管生产中操作对焊接质量的影响
1 输入热量?
因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:
N = Ep·Ip
式中 N——输出功率,kW;
??Ep——屏压,kV;
??Ip——屏流,A〔1〕?。
当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。
当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。
粗糙度太小会造成防腐层附着力及耐冲击强度下降。对于严重的内部点蚀,不能仅靠大颗粒磨料高强度冲击,还必须靠小颗粒打磨掉腐蚀产物来达到清理效果,同时合理的配比设计不仅可减缓磨料对管道及喷嘴(叶片)的磨损,而且磨料的利用率也可大大提高。通常,钢丸的粒径为0.8~1.3 mm,钢砂粒径为0.4~1.0 mm,其中以0.5~1.0 mm为主要成分。砂丸比一般为5~8。
应该注意的是在实际操作中,磨料中钢砂和钢丸的理想比例很难达到,原因是硬而易碎的钢砂比钢丸的破碎率高。为此,在操作中应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,而且掺人的新磨料中,钢砂的数量要占主要的。
4.4除锈速度
薄壁焊管的除锈速度取决于磨料的类型和磨料的排量,即单位时间内磨料施加到薄壁焊管的总动能E及单颗粒磨料的动能E1。式中: m ——磨料的喷(抛)量;
V ——磨料运行速度; 1、清洗利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
2、工具除锈
主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
3、酸洗
一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
m1——单颗粒磨料的质量。
生产工艺编辑
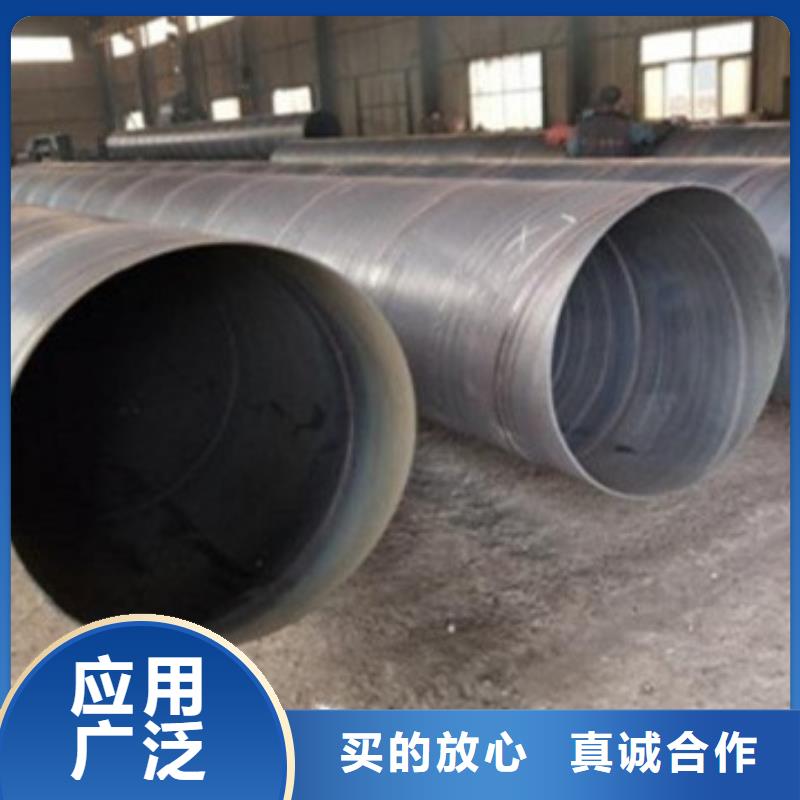
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙焊接要求,管,错边量和焊缝间隙都严格控制。
(7)内焊和外焊均采用电焊机进行单丝或双丝埋弧焊接,从而焊接。
(8)焊完焊缝均经过连续超声波自动伤仪检查,保证了螺旋焊缝无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格首检制度,检查焊缝力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
在广东省汕尾市采买焊管、焊管厂家到天鑫达特钢有限责任公司(汕尾市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:杨经理-【18853178958】,地址:《钢材市场》。









