

以下是:经验丰富的螺旋钢管公司的产品参数经验丰富的螺旋钢管公司_全通管道(武汉市分公司),固定电话:【13932771377】,移动电话:【0317-6309859】,联系人:王总,盐山县城南开发区 发货到 湖北省 武汉市 宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 江岸区、江汉区、硚口区、汉阳区、武昌区、青山区、洪山区、东西湖区、汉南区、蔡甸区、江夏区、黄陂区、新洲区。 湖北省,武汉市 武汉市,简称“汉”,别称江城,湖北省辖地级市、省会,副省级市、中心城市、超大城市,国务院批复确定的中国中部地区的中心城市,全国重要的工业基地、科教基地和综合交通枢纽,中国人民解放军联勤保障部队驻地。全市下辖13个区,总面积8569.15平方千米。截至2022年末,常住人口1373.90万人,地区生产总值18866.43亿元。
如果你想要更深入地了解我们的经验丰富的螺旋钢管公司产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
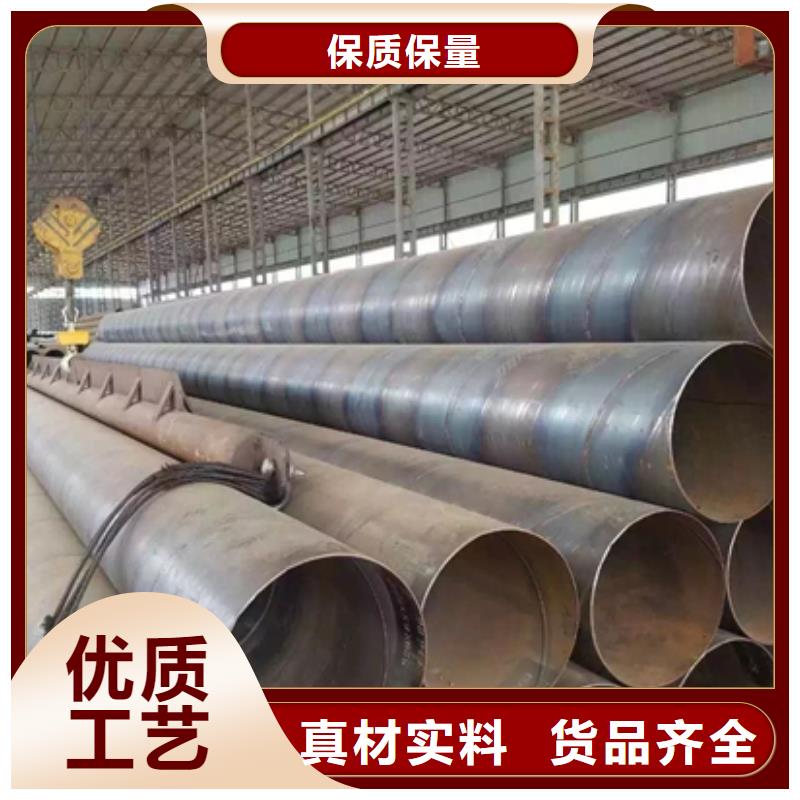
以下是:经验丰富的螺旋钢管公司的图文介绍湖北武汉全通管道有限公司是一家集科研、生产、销售、工程施工于一体的现代化生产 螺旋钢管的企业。 螺旋钢管产品质量稳定可靠,深受广大用户的肯定和推崇,在 螺旋钢管领域迅速崛起。
湖北武汉全通管道有限公司秉承:“诚信做人,用心做事”的企业精神,坚持“忠诚为客户服务”的经营理念,坚持“资源共享,共同发展”的合作原则,贯彻“质量、信誉与生命同等重要”的工作意识,赢得了广大客户及合作伙伴的认可。在 螺旋钢管业内树立了良好的市场信誉和商业口碑。
埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是裸露的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的埋弧焊的形成过程是这样的焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。
也为螺旋焊管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此目前还是被广泛采用着。埋弧焊螺旋钢管是以连续焊丝作为电极和填充金属,工作时在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发生冶金反应。
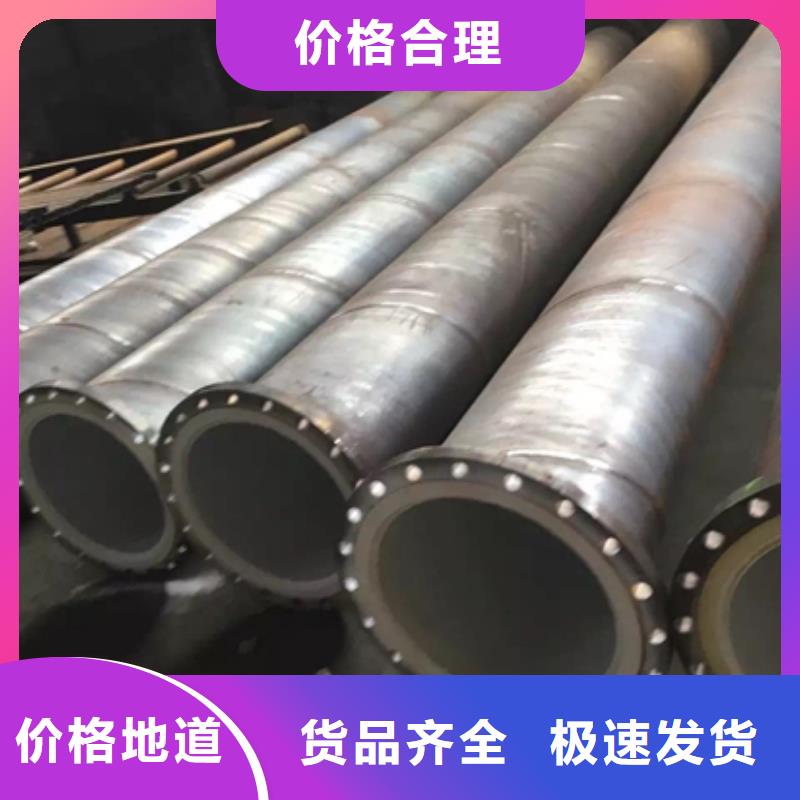
排水专用Q235B螺旋钢管焊接区易产生的缺陷有气孔、热裂纹、和咬边等现象:螺旋焊接钢管焊缝气孔不仅影响管道焊缝致密性,造成管道泄漏,而且会成为腐蚀的诱发点,严重降低焊缝强度和韧性。焊缝产生气孔的因素有:焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及钢管成型工艺等。
焊剂成分。焊接含有适量的CaF2和SiO2时,会反应吸收大量的H2,生成稳定性很高且不溶于液态金属的HF,从而可以防止氢气孔的形成。气泡。气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式隐藏在焊缝金属内部,所以,这种缺陷的措施是首先必须焊丝和焊缝的锈、油、水分及湿气等物质,其次是必须很好地烘干焊剂除去湿气。
此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。焊剂的堆积厚度一般为25-45mm,焊剂颗粒度大、密度小时堆积厚度取值,反之取小值;大电流、低焊速堆积厚度取值,反之取小值,此外,夏天或空气湿度大时,回收的焊剂应烘干后再使用。硫裂(硫引起的裂纹)。焊接硫偏析带很强的板材(特别是软沸腾钢)时硫偏析带中的硫化物进入焊缝金属而产生的裂纹。
选购经验丰富的螺旋钢管公司来湖北省武汉市找全通管道(武汉市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王总-【13932771377】,地址:[盐山县城南开发区]。







