
以下是:冲压件电解抛光工艺原理免费教学的产品参数
产品参数 产品价格 1 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢、不锈铁 生产场地 深圳市宝安区 规格 奥氏体。马氏体 类型 来料加工 颜色 镜面 品牌 灯鼎 型号 DD-606 可定制 是 生产日期 2019-2022 价格 0.01元 生产时长 3小时 是否生产型 是 冲压件电解抛光工艺原理免费教学,不锈钢电解抛光厂(许昌市分公司)为您提供冲压件电解抛光工艺原理免费教学的资讯,联系人:姚先生,电话:0527-88266222、17768165506,QQ:374457303,发货地:宝安区沙井街道共和社区福和路先欲兴大厦604。 河南省,许昌市 许昌市,河南省辖地级市,古称许州,别称莲城、许都、魏都、汉魏故都,位于河南省中部,介于东经113°03′~114°19′,北纬33°42′~34°24′之间,东邻周口市,南界漯河市,西交平顶山市,北接郑州市,东北与开封市毗邻,总面积4979平方千米。截至2022年10月,全市辖2个区、2个县,代管2个县级市。截至2022年末,许昌市常住人口438.1万人。
想要深入了解冲压件电解抛光工艺原理免费教学产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:冲压件电解抛光工艺原理免费教学的图文介绍
对待客户河南许昌不锈钢电解抛光厂执行一贯性的态度,从上至下无论总经理还是普通员工,都重视并维护客户的权益。公司始终秉承“诚实立身、信誉兴业”的宗旨。以质量求生存,用诚信铸品牌,用责任维护 不锈钢电解抛光品牌。
(1)电源: 高频电解抛光电源 电源输入电压三相380V。
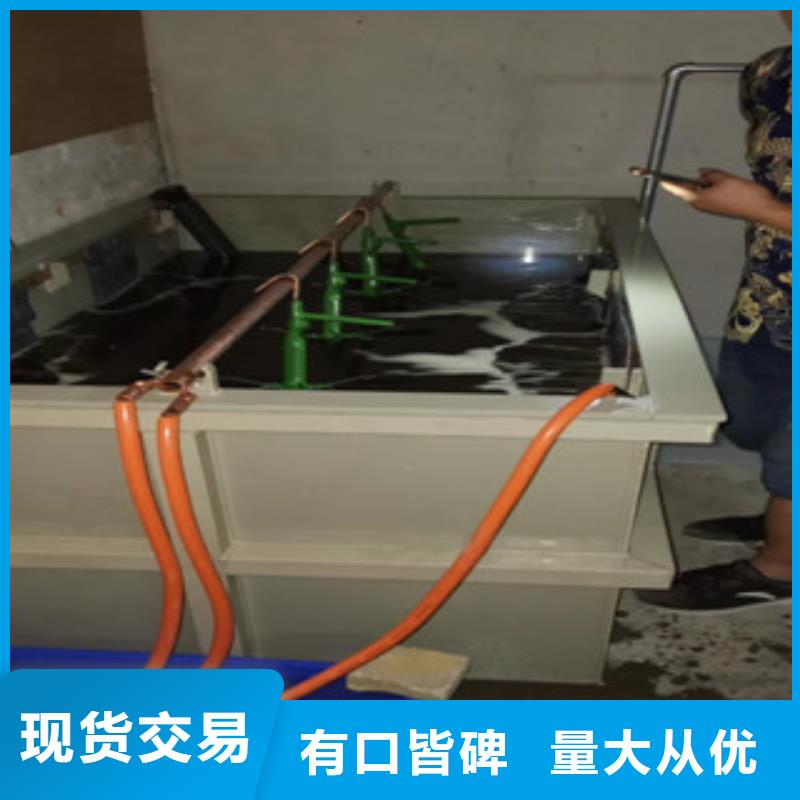
(2)不锈钢电解抛光机 不锈钢电解抛光对电源波形要求不是太严格,可选用可控硅或高频。 电解生产线图片 空载电压:0—20v 负载电压(工作电压):8—10v 工作电压低于6v,抛光速度慢,光亮度不足。 整流器电流:根据客户工件大小而定。
(3)电解槽及配套设施(阳极棒) 可选用聚氯乙烯硬板材焊接而成。在槽上装三根电极棒,中间为可移动的阳极棒,接电源阳极(或正极),两侧为阴极棒,连接电源阴极(负极)。
(4)加热设施及冷却设备
①加热可选用石英加热管,钛加热管。
②冷却可选用盘管,盘管可加热可冷却。
(5)夹具 好选用钛做挂具,因为钛较耐腐蚀,寿命长,钛离子对槽液无影响。建议好不要用铜挂具,因为铜离子进入会在不锈钢表面沉积一层结合力不好的铜层,影响抛光质量。铜裸露部位可用聚氯乙烯胶烘烤成膜,在接触点刮去绝缘膜。
(6)阴阳极材料 阴阳极棒应用铜棒或铜管,铜管长是电解槽长加20厘米,阴极板应用铅板,铅板固定在阴极棒上,铅板长为槽高加10厘米,铅板宽根据槽长而定,一般为10厘米,20厘米规格。不锈钢电解抛光主要针对不锈钢工件的表面光亮处理。不锈钢工件又分为200系列,300系列,400系列材质,各系列材质有必须用针对性电解抛光液。比如不锈钢200系列材质的不锈钢,必须用200系列的配方,此种配方无法适应300系列或400系列的不锈钢材质。这一直是国内一大难题,经过威海高级工程师潘工的长期技术攻关,研发配制出通用的不锈钢电解抛光液,环保,,,成本低廉,已成功应用于水处理设备、配件,餐具,摩托车配件,不锈钢门花等行业!
电解抛光工艺:除油--水洗--除锈--水洗--电解抛光--水洗--中和--水洗--钝化--包装 注意事项: 本抛光液在其初使用时会产生泡沫,这属正常现象.因此抛光液与槽面应预留不小于15cm的液面距离,防止泡沫溢出;在电解抛光过程中,作为阳极的不锈钢工件上的铁铬和镍等金属离子会不断溶入抛光溶液内或吸附在阴极板表面,因此应定期对沉积在底部的淤泥和阴极板上的杂质,否则会影响导电性;进出槽要切断电源,禁止带电作业,防止因挂具打火而引起槽面上的泡沫迅速破裂而产生爆破声。
随着抛光的进行,抛光液不断消耗外水份因蒸发和电解而损失。此外高粘度的抛光液不断被工件夹带损失,抛光液面不断下降,需经常往抛光槽补加新鲜抛光液到开槽状态; 对抛光一些大型复杂大型工件,可制作象形阴极,以保持阳极电流分布均匀,特别适合内腔工件; · 本品有较强的腐蚀性,因此作业时应戴好相关防护手套,防止接触皮肤,若接触立即用水清洗。严重者送医就诊。
电解液
主要用途
本品用于304、321、316、201、202、420、430等各种型号的不锈钢电解抛光时使用,使用成本低,效果明显,可达镜面光亮效果,不锈钢抛光后光泽持久、美观大方、增加了产品的附加值。
突出特点
1、适用范围广,可适用200、300、400系列各种材质的不锈钢;
2、抛光液不含铬离子,符合当今环保要求,节省环保设备投资及废水处理费用;
3、抛光电流密度小,电压低,电能消耗较传统工艺低1倍以上;
4、抛光效率高,质量好,数分钟内可抛至镜面光亮;
5、抛光液使用寿命长,易于维护管理。理化指标
状态:透明液体; 酸碱性:酸性; 可燃性:不燃不爆; 腐蚀性:有腐蚀性
使用方法
1、工艺:(除油除锈活化→水洗→晾干)→电解抛光→水洗→钝化→水洗→中和→水洗;
2、原液使用,铅板做阴极(负极),不锈钢工件做阳极(正极),温度为 60-65度,电流密度为10-25安培/平方分米,电压8—10伏,电解时间5-8分钟。(根据用户不同的要求可浸5-40分钟)
冲压件电解抛光工艺原理免费教学,不锈钢电解抛光厂(许昌市分公司)为您提供冲压件电解抛光工艺原理免费教学产品案例,联系人:姚先生,电话:0527-88266222、17768165506,QQ:374457303,发货地:宝安区沙井街道共和社区福和路先欲兴大厦604。







